Kunststoff-Fertigungsverfahren im Vergleich: Tiefziehen vs. Spritzguss, 3D-Druck, CNC-Fräsen & Schaumstoff
Beim Herstellen von Kunststoffteilen wird Tiefziehen oft mit Spritzguss, Fräsen, 3D-Druck und Schaumstofflösungen verglichen. Entscheidend sind Geschwindigkeit, Kosten, Designfreiheit, Materialanforderungen und Prozesssicherheit. Der Beitrag zeigt die zentralen Unterschiede dieser Verfahren.
Talida Eichhorn
Aktualisiert am 28. Mai 2026
Teilen
Inhalte
Kunststoff-Fertigungsverfahren im Vergleich - Das Wichtigste in Kürze
Kunststoff-Fertigungsverfahren unterscheiden sich vor allem in Time-to-Market, Kosten, Designfreiheit, Robustheit, Materialvielfalt und Automatisierbarkeit.
Tiefziehen ist besonders vorteilhaft in kleinen bis mittleren Serien und bietet kurze Projektlaufzeiten.
Spritzguss lohnt sich für große Stückzahlen, verursacht aber hohe Werkzeugkosten.
Fräsen & 3D-Druck eignen sich für Prototyping, sind aber in Serienfertigung teuer.
Schaumstoff- und Standardlösungen sind kostengünstig, aber technisch limitiert.
Was zählt zu den wichtigsten Kunststoff-Fertigungsverfahren?
In der Kunststofftechnik werden je nach Bauteilgeometrie und Stückzahl unterschiedliche Kunststoffverfahren eingesetzt.
Verfahren
Kategorie
Typische Anwendungen
Tiefziehen (Thermoformen)
Umformen
Gehäuse, Abdeckungen, Trays, Verpackungen
Spritzguss
Gießen
Massenprodukte, Präzisionsbauteile
CNC-Fräsen
Spanen
Präzisionskomponenten, Prototypen
3D-Druck
Additiv
Prototypen, kleine Serien, komplexe Geometrien
Schaumstofflösungen
Schäumen
Polsterungen, einfache Verpackungen
In der Kunststofftechnik unterscheidet man diese Verfahren primär nach Formgebungsmethode, Stückzahl, Präzision und Materialeigenschaften.
ℹ️ In diesem Beitrag vergleichen wir Kunststoff-Fertigungsverfahren, die sich besonders für Gehäuse, Abdeckungen, Trays und funktionale Bauteile eignen. Verfahren wie Extrusion oder Blasformen werden bewusst nicht vertieft, da sie primär für Profile, Folien oder Hohlkörper ohne spezifische Geometrien verwendet werden.
Wie funktionieren die wichtigsten Kunststoff-Fertigungsverfahren?
Hier ein kurzer Überblick zur Funktionsweise:
Kunststoff Tiefziehen (Thermoformen)
Beim Tiefziehen wird eine Kunststoffplatte erwärmt und anschließend in eine Form gezogen. Das Verfahren eignet sich unter anderem für Behältnisse, Gehäuse, Verpackungen oder auch Inlays.
Spritzguss
Beim Spritzguss wird Kunststoff zunächst geschmolzen und anschließend unter Druck in ein geschlossenes Werkzeug eingespritzt. Dort erstarrt das Material durch kontrollierte Kühlung, bevor die Form geöffnet und das Bauteil entnommen wird.
Fräsen / 3D-Druck
Beim CNC-Fräsen wird ein Bauteil aus einem Kunststoffblock herausgearbeitet, indem ein computergesteuerter Fräskopf das Material entlang vorgegebener Bahnen präzise abträgt.
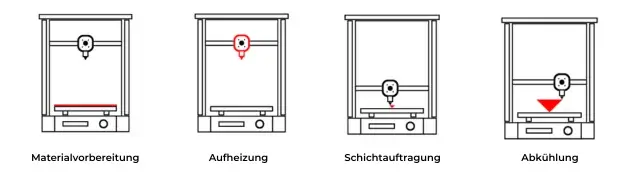
Beim 3D-Druck, auch als additive Fertigung bekannt, wird ein Bauteil anhand eines digitalen 3D-Modells schichtweise aus Kunststoff aufgebaut.
Schaumstoff / Standardlösungen
Schaumstoff kann sowohl chemisch als auch physikalisch hergestellt werden. Beim chemischen Schäumen reagieren typische Komponenten wie Polyol und Isocyanat miteinander, wobei unter anderem CO₂ entsteht. Dieses Gas sorgt dafür, dass die Masse aufschäumt. Beim physikalischen Schäumen wird ein Treibmittel zugesetzt, das sich durch Hitze ausdehnt oder verdampft und so die Porenstruktur bildet.
Nach dem Aufschäumen härtet der Schaumstoffblock aus und kann anschließend geschnitten, gestanzt oder CNC-bearbeitet werden. Die so entstehenden Schaumstoffteile eignen sich vor allem für einfache Verpackungen, Polsterelemente oder Standardlösungen.
Die Top 5 Entscheidungsfaktoren, welches Kunststoff-Fertigungsverfahren sich am besten für Ihre Anwendung eignet
Verglichen werden die Verfahren in fünf oft entscheidenden Kategorien, wenn es um die Umsetzung von Kunststoffteilen geht:
Time-to-Market
Kostenstruktur (bei kleinen und mittleren Serien)
Designfreiheit & Änderungsaufwand
Mechanische Robustheit
Materialauswahl
1. Time-to-Market
Schnelle Entwicklungs- und Produktionsstarts ermöglichen es, auf Marktanforderungen zu reagieren. Besonders in dynamischen Märkten kann eine kurze Time-to-Market entscheidend sein, um auf Designänderungen oder Engpässe in der Lieferkette schnell zu reagieren.
Kunststoff Tiefziehen (Thermoformen)
Ein Tiefziehprojekt kann im besten Fall schon in unter 6 Wochen ausgeliefert werden. Dies beinhaltet 1-2 Wochen für die Erstellung der Konstruktion auf Basis der Anforderungen und der Daten in Absprache mit dem Unternehmen. Nach Freigabe der Konstruktionsdaten startet die Fertigung des Serienwerkzeugs aus Aluminium. Je nach Dringlichkeit kann dies in 3 Wochen geschehen.
Sobald das Werkzeug fertig ist, wird dieses zum Tiefziehhersteller gebracht und erste Muster aus Serienwerkzeug und -material gezogen. Nach Freigabe der Serienmuster erfolgt die Serienproduktion. Je nach Stückzahlen und unter Voraussetzung geblockter Kapazitäten beim Hersteller, kann hier schon nach zwei Wochen (teil-) geliefert werden.
Spritzguss
Beim Spritzguss liegt die Werkzeugherstellung typischerweise bei sechs bis zwölf Wochen, was den Serienstart entsprechend nach hinten verschiebt.
Lieferzeiten im Spritzguss
Fräsen / 3D-Druck
Der 3D-Druck ist sehr schnell bei kleineren Mengen oder auch Prototypen, da kein Werkzeug erforderlich ist. Dadurch gibt es keine Vorlaufzeiten. Sobald die CAD-Daten vorliegen, können Teile innerhalb weniger Tage gefertigt werden.
Für große Serien ist der 3D-Druck oder das Fräsen aufgrund der langsameren Fertigungsgeschwindigkeit, schlechten Skalierbarkeit und höheren Materialkostenanteil eingeschränkt.
Schaumstoff / Standardlösungen
Schaumstoff- und Standardlösungen sind sofort einsatzbereit, bieten jedoch oft nicht die Präzision, die für technisch anspruchsvolle Anwendungen erforderlich sind.
2. Kostenstruktur bei kleinen und mittleren Serien
In moderaten Stückzahlen wirken sich Fixkosten direkt auf die Wirtschaftlichkeit aus, denn sie erhöhen den Stückpreis deutlich. Verfahren mit niedrigen Fixkosten ermöglichen effizientere Stückkosten und reduzieren das Risiko einer unwirtschaftlichen Serie.
Kunststoff Tiefziehen (Thermoformen)
Ein zentraler Kostentreiber eines Tiefziehprojekts sind die Werkzeugkosten, welche eine einmalige Investition im vier- bis fünfstelligen Bereich darstellen. Diese Kosten amortisieren sich mit steigender Stückzahl. Da sich Skaleneffekte bei den Materialkosten nicht in gleichem Maße einstellen, steigt der Materialkostenanteil pro Tiefziehteil mit zunehmender Menge und wird somit zur größten Kostenstelle.
Werkzeugkosten vs. Materialkosten im Tiefziehen
Im Vergleich zu den anderen Kunststoff-Fertigungsverfahren besetzt Tiefziehen hier den “Sweet Spot” zwischen mehreren 100 und 10.000 Stückteilen, da die initialen Werkzeugkosten deutlich geringer sind, als beim Spritzguss und die Stückpreise deutlich günstiger als bei 3D Druck.
Spritzguss
Spritzguss hat ein kostenintensives Start-Investment in das Werkzeug, ist aber durch geringe Stückpreise ab circa 10.000 Stück in den Gesamtkosten günstiger. Dadurch rechnet sich das Fertigungsverfahren erst bei sehr großen Serien.
Fräsen / 3D-Druck
3D Druck hat keine initialen Werkzeugkosten, dann aber auch aufgrund gleichbleibender Produktionszeiten nur noch wenig Spielraum in der Stückzahl- Degression. Auch Fräsen verursacht hohe Stückkosten, wodurch das Verfahren für kleine und mittlere Serien schnell unwirtschaftlich wird.
Schaumstoff / Standardlösungen
Schaumstofflösungen sowie Standardlösungen sind kostengünstig, bieten aber in vielen Fällen keine ausreichende technische Langlebigkeit.
ℹ️ Welches Kunststoff-Fertigungsverfahren ist am günstigsten?
Für Prototypen und Kleinmengen sind 3D-Druck und CNC-Fräsen am günstigsten, für kleine bis mittlere Serien das Tiefziehen und für Großserien der Spritzguss. Die genaue Zuordnung nach Stückzahlen finden Sie weiter unten in der Übersicht.
3. Designfreiheit & Änderungsaufwand
Ein Fertigungsverfahren, das flexibel auf Produktänderungen vor allem in der Entwicklungsphase reagieren kann und Anpassungen nicht teuer oder zeitaufwendig macht, reduziert Entwicklungsrisiken. So lassen sich Updates und Optimierungen ohne hohe Zusatzkosten umsetzen.
Kunststoff Tiefziehen (Thermoformen)
Tiefziehen bietet eine hohe Flexibilität und ermöglicht Anpassungen, auch bei speziellen Anforderungen wie ESD- oder STANAG-Konformität.
Spritzguss
Spritzguss erlaubt Designfreiheit, jedoch führen Änderungen am Werkzeug oft zu erheblichem Aufwand und hohen Anpassungskosten.
Fräsen / 3D-Druck
Fräsen und 3D-Druck ermöglichen Änderungen. Das Fräsen stößt jedoch an geometrische Grenzen, was den Gestaltungsspielraum reduziert. Der 3D-Druck ermöglicht einen großen Gestaltungsspielraum.
Schaumstoff / Standardlösungen
Schaumstoff- und Standardkomponenten bieten kaum Individualisierungsmöglichkeiten und bleiben auf Standardformen beschränkt.
4. Mechanische Robustheit
Kunststoffteile wie Gehäuse oder Verkleidungen müssen im realen Einsatz belastbar sein. Ein ungeeignetes Verfahren führt zu Bauteilen, die sich verformen, brechen oder unsicher sind, welches hohe Folgekosten in Montage und Service mit sich bringt.
Kunststoff Tiefziehen (Thermoformen)
Durch anpassbare Wandstärken und die verwendeten Materialien bietet Tiefziehen eine hohe Steifigkeit und sehr gute mechanische Belastbarkeit.
Spritzguss
Spritzgussteile erreichen ebenfalls eine hohe Belastbarkeit und sind im Bezug auf Robustheit mechanisch gleichwertig zu Tiefziehteilen.
Fräsen / 3D-Druck
3D-gedruckte Bauteile weisen deutliche Einschränkungen in der mechanischen Belastbarkeit auf.
Schaumstoff / Standardlösungen
Auch Schaumstofflösungen sind mechanisch wenig belastbar und daher für funktionale technische Anwendungen meist ungeeignet.
5. Materialauswahl
Materialien bestimmen sowohl Funktionalität als auch Langlebigkeit. Anforderungen wie ESD-Schutz, UV-Beständigkeit, Temperaturverhalten oder chemische Resistenz sind oft projektentscheidend. Verfahren mit eingeschränkter Materialauswahl können den Einsatzbereich stark limitieren.
Kunststoffflakes
Kunststoff Tiefziehen (Thermoformen)
Tiefziehen ermöglicht eine breite Auswahl an Materialien, einschließlich spezialisierter Varianten wie ESD-fähiger oder schwer entflammbarer Materialien, wodurch viele technische Anforderungen abgedeckt werden.
Spritzguss
Spritzguss bietet eine gewisse Materialvielfalt, ist jedoch durch prozessspezifische Anforderungen in der Auswahl und Kombination von Kunststoffen eingeschränkt.
Fräsen / 3D-Druck
Die Materialauswahl bei Fräsen und 3D-Druck ist stark abhängig von der jeweiligen Maschine, sodass nicht alle technischen Kunststoffe realisierbar sind.
Schaumstoff / Standardlösungen
Schaumstoffe lassen sich kaum spezifizieren und erfüllen daher nur einfache Materialanforderungen.
Kunststoff-Fertigungsverfahren im tabellarischen Vergleich:
Vorteile
Kunststoff Tiefziehen
Spritzguss
Fräsen / 3D-Druck
Schaumstoff / Standardlösungen
Time-to-Market
schnell realisierbar, abhängig von Geometrie & Werkzeug
lange Werkzeugzeiten (6–12 Wochen)
schnell bei Mustern, bei Serien jedoch zeitaufwändig
sofort verfügbar, aber geringere Präzision
Kosten bei kleinen/mittleren Serien
sehr effizient, niedrige Werkzeugkosten
hohe Fixkosten, lohnt erst bei großen Serien
hohe Stückkosten
günstig, aber geringe Lebensdauer
Designfreiheit & Anpassbarkeit
hohe Flexibilität (auch bei ESD, STANAG, etc…)
hohe Anpassungskosten
Geometrisch begrenzt (Fräsen) / sehr frei (3D-Druck)
kaum individualisierbar
Mechanische Robustheit
hohe Steifigkeit durch Wandstärkenanpassung
hohe Festigkeit durch verdichtete Kunststoffschmelze
eingeschränkt bei 3D-Druck; CNC robust
geringe Stabilität
Materialauswahl (z.B. ESD, PC, STANAG)
breite Auswahl, inkl. spezialisierter Materialien
begrenzt durch prozessbedingte Anforderungen
abhängig von Maschine & Verfahren
kaum spezifizierbar
Welches Kunststoff-Fertigungsverfahren ist das richtige für mein Projekt?
Die Wahl des passenden Verfahrens hängt maßgeblich von der Stückzahl, dem Bauteiltyp und den Kostenanforderungen ab. Eine schnelle Entscheidungsgrundlage:
Empfehlung des geeigneten Kunststoffverfahrens nach Stückzahlen
Stückzahl
Empfohlenes Kunststoffverfahren
Warum?
1–20 Stück
3D-Druck oder CNC-Fräsen
Maximale Flexibilität, keine Werkzeugkosten, ideal für Prototypen oder Funktionsmuster.
20–500 Stück
Tiefziehen (Thermoformen)
Sehr geringe Werkzeugkosten, schnelle Realisierung, wirtschaftlich in kleinen Serien.
10.000 - 100.000 Stück
Tiefziehen oder Spritzguss (individuell zu betrachten)
Tiefziehen ist am günstigsten bei dünnwandigen, großen Bauteilen, Spritzguss ist sinnvoll bei hohen Anforderungen an Präzision/Detailtiefe.
100.000+ Stück
typischerweise Spritzguss (oder Tiefziehen mit entspr. Werkzeugen)
Hohe Werkzeugkosten amortisieren sich durch minimale Stückkosten.
Jetzt das passende Fertigungsverfahren für Ihr Projekt auswählen
Die Wahl des richtigen Kunststoff-Fertigungsverfahrens entscheidet über Kosten, Geschwindigkeit und technische Leistungsfähigkeit. Mit formary erhalten Sie nicht nur Kunststoffprodukte in hoher Qualität, sondern auch Unterstützung bei der Auswahl von Materialien, Oberflächen und dem optimalen Verfahren.
Auf Wunsch prüfen wir auch, ob eine Kombination mehrerer Kunststoff-Fertigungsverfahren sinnvoll ist – etwa Prototyping per 3D-Druck und spätere Serienfertigung im Tiefziehen. Starten Sie jetzt mit Ihrer Anfrage über den formary-Konfigurator und realisieren Sie Ihr nächstes Projekt schnell und effizient.
Häufige Fragen zu den verschiedenen Kunststoff-Fertigungsverfahren
Zu den wichtigsten Kunststoff-Fertigungsverfahren zählen Tiefziehen (Thermoformen), Spritzguss, CNC-Fräsen, 3D-Druck und Schäumen (z.B. Schaumstofflösungen). Welches Verfahren geeignet ist, hängt von Stückzahl, Geometrie, Materialanforderungen und Budget ab.
Tiefziehen ist bei kleinen und mittleren Serien wirtschaftlicher, da Werkzeug- und Anpassungskosten deutlich geringer sind und Projekte schneller starten können.
Die beiden Verfahren Fräsen und 3D-Druck verursachen hohe Maschinenzeiten und entsprechend hohe Stückkosten, wodurch die Serienfertigung schnell unwirtschaftlich wird.
3D-Druck: Sinnvoll für schnelle Entwicklung, Prototypen, Einzelteile
und komplexe Geometrien. Typisch bei 1–100 Stück. Vorteil: kein Werkzeug nötig,
sehr schnell und hohe Gestaltungsfreiheit. Nachteil: langsamer pro Teil, oft sichtbare
Schichten und begrenzte Oberflächenqualität oder Festigkeit.
CNC-Fräsen: Sinnvoll für präzise Funktionsteile, stabile Kunststoffe
und kleine Serien. Typisch bei 1–1.000 Stück. Vorteil: hohe Präzision, gute Oberflächen
und technische Kunststoffe möglich. Nachteil: Materialverlust und hohe Kosten bei
komplexen Formen.
Tiefziehen: Sinnvoll für große, dünnwandige Teile. Typisch bei
100–50.000 Stück. Vorteil: günstige Werkzeuge und wirtschaftliche Fertigung großer
Bauteile. Nachteil: begrenzte Geometriefreiheit und schwankende Wanddicken.
Spritzgießen: Sinnvoll für hohe Stückzahlen und Serienfertigung.
Typisch ab ca. 1.000–10.000+ Stück. Vorteil: niedrige Stückkosten, hohe Qualität
und schnelle Serienproduktion. Nachteil: hohe Werkzeugkosten und längere
Werkzeugerstellung.
Die übliche Mindestmenge für tiefgezogene Kunststoffteile hängt stark von Verfahren, Werkzeugkosten,
Material und gewünschter Qualität ab:
Prototypen / Kleinserie: 3–10 Stück
Mit 3D-Druck Werkzeugen oder Ureol-Werkzeugen möglich.
Klassische Serienfertigung: 500–5.000 Stück
Viele Thermoform-/Tiefziehbetriebe kalkulieren erst ab diesem Bereich
wirtschaftlich, besonders bei Aluminiumwerkzeugen.
Großserie: ab 10.000+ Stück
Automatisierte Fertigung mit optimierten Werkzeugen und niedrigen Stückkosten.
Die Wirtschaftlichkeit steigt mit der Stückzahl, da sich die Werkzeugkosten
auf mehr Teile verteilen.
Weiterführende Inhalte
Tiefziehteile in der Praxis
Lieferantenguide für Kunststoff Tiefziehteile - 10 Punkte, auf die es ankommt
Die Wahl des passenden Lieferanten für Kunststoff Tiefziehteile ist entscheidend für die Qualität, Effizienz und Wirtschaftlichkeit Ihrer Produktion. Unsere 10 Tipps zeigen Ihnen, worauf es bei der Lieferantensuche ankommt.
Plattform & Funktionen
5 Hebel, mit denen formary die Tiefziehkosten senkt
Das Beschaffen von Kunststoff Tiefziehteilen kann ein aufwändiger und kostenintensiver Prozess sein, besonders wenn es sich um fordernde Einsatzbereiche oder komplexe Konstruktionen handelt. Daher erläutern wir hier die 5 Hebel, mit denen formary die Tiefziehkosten von Kunststoff Tiefziehteilen senkt.
Plattform & Funktionen
3 Faktoren, wie formary Ihre Beschaffung beschleunigt
Die drei Schlüsselfaktoren Zeit, Geschwindigkeit und Effizienz sind in der industriellen Fertigung entscheidend für Erfolg - und das von Anfrage bis Auslieferung. Deswegen hat formary diesen Prozess optimiert und die Beschaffung von Kunststoff Tiefziehteilen signifikant beschleunigt. Mehr dazu im Beitrag.
Plattform & Funktionen
Asset Sharing im Tiefziehen – Wie Hersteller und Kunden gleichermaßen von der Sharing Economy profitieren
Der Thermoforming-Markt bietet alle Voraussetzungen, um die positiven Effekte eines Asset Sharing Modells für die Kunden- als auch die Lieferantenseite zu hebeln. Welche Vorteile das sind, und wie die Tiefziehbranche generell von Shared Assets profitieren kann, lesen Sie im Beitrag.
Plattform & Funktionen
5 Gründe, Ihre Tiefziehteile bei formary zu bestellen
formary digitalisiert die Beschaffung in der Thermoforming Branche. Unsere Mission ist es, ein digitales Kundenerlebnis zu schaffen. Jetzt lesen.
Tiefziehteile in der Praxis
Die größten Herausforderungen für produzierende Unternehmen & im Supply Chain Management 2026
Lieferketten waren noch nie so komplex und volatil wie heute: geopolitische Spannungen, Kapazitätsengpässe, steigende Rohstoffpreise weltweit und nationale Energiepreise. Wer weiterhin wettbewerbsfähig bleiben will, muss sein Supply Chain Management (SCM) neu bewerten.
Tiefziehteile in der Praxis
B2B-Plattformen in der Kunststoffverarbeitung: Funktionen, Prozesse & Entscheidungskriterien 2026
B2B-Plattformen entwickeln sich 2026 vom reinen Beschaffungstool zum zentralen Steuerungselement industrieller Wertschöpfung. Besonders in der Kunststoffverarbeitung, die durch komplexe Materialien, variantenreiche Bauteile und hohe Qualitätsanforderungen geprägt ist, gewinnen digitale Fertigungsplattformen stark an Bedeutung.
Plattform & Funktionen
Plattformen für maßgeschneiderte Kunststoff Tiefziehteile im Vergleich: Welche eignet sich für Ihre Anwendung?
Dieser Vergleich zeigt, welche Plattformen für die Beschaffung maßgeschneiderter Tiefziehteile infrage kommen, worin sich ihre Modelle unterscheiden und wann eine spezialisierte Lösung sinnvoller ist als eine generalistische Fertigungsplattform oder die klassische Direktbeschaffung.
Tiefziehteile in der Praxis
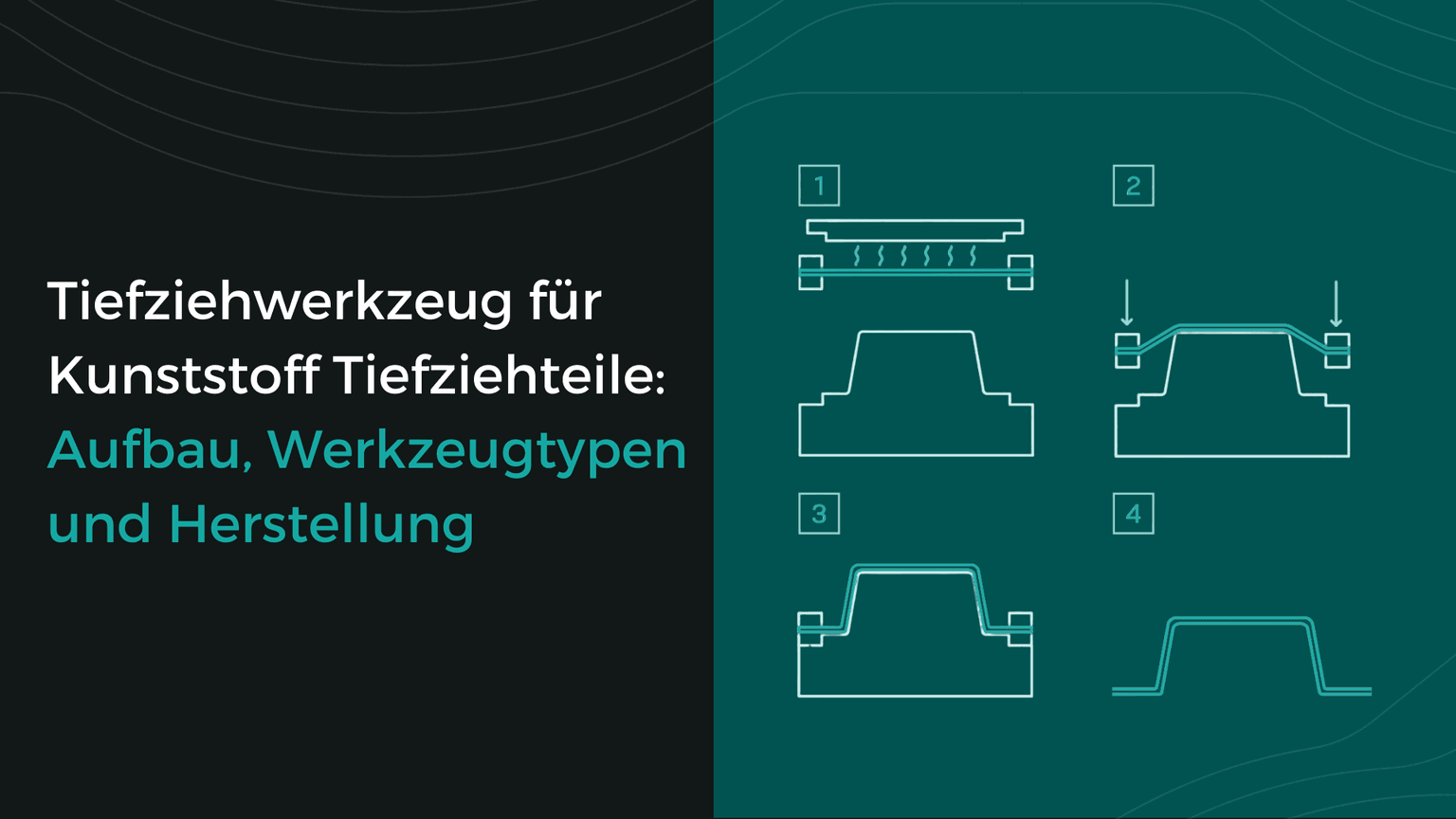
Tiefziehwerkzeug für Kunststoff Tiefziehteile: Aufbau, Werkzeugtypen und Herstellung
Kunststoff Thermoformen ist ein Verfahren, bei dem eine Kunststofffolie- oder Platte erhitzt und über eine Form gezogen wird, um verschiedene dreidimensionale Objekte zu erzeugen. Ein entscheidender Aspekt beim Tiefziehprozess ist das Werkzeug, das verwendet wird, um die gewünschte Form zu erzielen.
Tiefziehteile einfach gemacht. Mit formary.
Erhalten Sie noch heute Ihr unverbindliches Angebot.