Toleranzen im Tiefziehen
Präzise, reproduzierbar und wirtschaftlich: So legen Sie die richtigen Toleranzen für Ihr Kunststoff Tiefziehteil fest

Warum sind Toleranzen im Tiefziehen von Kunststoff so wichtig?
Bei der Herstellung von Tiefziehteilen kann es aufgrund der einseitigen Werkzeugberührung, Materialdickenschwankungen der Halbzeuge und internen Spannungen im Material selbst zu geringen Maßabweichungen kommen. Die maximal möglichen Toleranzen für die Herstellung zu beachten, ist vor allem für technische Tiefziehteile und Automatisierungstrays das A und O.
Funktionsorientiertes Toleranzdesign im Thermoforming
Als Faustregel gilt: Je enger die notwendigen Toleranzen, desto teurer werden Werkzeug und die Fertigungskosten.
ℹ️ Wir setzen bei unserer Datenerstellung Ihrer Tiefziehteile auf funktionsorientiertes Toleranzdesign: Aus Ihren im Konfigurator eingereichten Anforderungen leiten wir die Funktionen des Tiefziehteils ab. Die Funktionen werden mit den notwendigen Bezügen und Toleranzen auf der Zeichnung beschrieben. Nach Ihrer Prüfung und Freigabe folgt der Fertigungsprozess.
Einflussfaktoren bei Toleranzen im Tiefziehen
Werkstoff Kunststoff
Kunststoffteile haben durch die fehlende Steifigkeit und die große Verformbarkeit größere Maßstreuungen als metallische Werkstoffe.
- Trotz hochentwickelter Fertigungstechnik wird die Verarbeitung oft empirisch betrieben
- Maßrelevante Eigenschaften: Steifigkeit, Härte, Verarbeitungsschwindung
- Verzug kann zu Form-, Lage- und Winkelabweichungen führen, die Normung erschweren
- Schwankungen zwischen den Molmassen einzelner Materialchargen haben Einfluss auf Fließverhalten und Verarbeitungsschwindung → bei verarbeiteter „Industriequalität“ sind die Schwankungen teils sehr groß
- Deformations- und Fließverhalten
Fertigungsbedingte Maßänderungen
Anwendungsbedingte Maßänderungen können auftreten durch:
- Unterschiedliche Verarbeitungsschwindung
- Falscher Werkzeugschwund
- Unterschiedliches Rückverformungsverhalten
- Deformationen am Werkzeug und Verschleiß: WZ hat sonst Stahlmaße von +/- 0,01mm
Anwendungsbedingte Maßänderungen
Fertigungsbedingte Längenmaßabweichungen können auftreten durch:
- Klimaeinwirkungen
- Mechanische Deformationen: äußere Kräfte, Relaxation innerer Spannungen
- Nutzungsbedingte Energieeinwirkungen: Wärme im Motorraum
- Diffusionskontakt: Dämpfe, Flüssigkeiten
- Werkstoffabtrag: Reibung
- Molekulare Stoffstrukturumwandlung
Allgemeine Toleranzen
Grenzmaße für Längenmaße
DIN ISO 2768-c
| Toleranzklasse | Grenzabmaße in mm für Nennmaßbereich in mm (immer +/-) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| DIN ISO | 0,5 - 3 | >3 - 6 | >6 - 30 | >30 - 120 | >120 - 400 | >400 - 1.000 | >1.000 - 2.000 | >2.000 - 4.000 | >4.000 - 8.000 |
| 2768-c | 0,2 | 0,3 | 0,5 | 0,8 | 1,2 | 2,0 | 3,0 | 4,0 | 5,0 |
Alle Längenmaße unterliegen DIN IS 2768. Normale Tiefziehteile fallen in die Toleranzklasse 2768-c (s. Tabelle):
DIN ISO 2768-m
| Toleranzklasse | Grenzabmaße in mm für Nennmaßbereich in mm (immer +/-) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| DIN ISO | 0,5 - 3 | >3 - 6 | >6 - 30 | >30 - 120 | >120 - 400 | >400 - 1.000 | >1.000 - 2.000 | >2.000 - 4.000 | >4.000 - 8.000 |
| 2768-m | 0,1 | 0,1 | 0,2 | 0,3 | 0,5 | 0,8 | 1,2 | 2,0 | 3,0 |
Alle Längenmaße unterliegen DIN IS 2768-1. Auf Wunsch können Tiefziehteile nach Toleranzklasse 2768-m gefertigt werden (s. Tabelle). Hierfür müssen wir allerdings erst alle Toleranzbereiche auf tiefziehbare Herstellung prüfen und freigeben.
Toleranzen für Bohrungen und Öffnungen:
- Formteil: 0,5mm
- Bohrlochdurchmesser: 0,13mm für Löcher kleiner als 25mm
- Bohrlochdurchmesser: 0,25mm für Löcher zwischen 25 und 125mm
- Schlitze: 0,25mm für Löcher kleiner als 25mm
- Schlitze: 0,5mm für Löcher zwischen 25 und 125mm
- Fräsen: 0,5mm für Löcher auch größer als 125mm
Tiefziehbare Besonderheiten, auf die Sie achten sollten
Kunststoff Tiefziehen ist ein komplexer Prozess mit vielen Variablen, welche die Toleranzen beeinflussen können. Durch Beachtung dieser Regeln lassen sich Fehler im CAD-Design und im Endprodukt vermeiden.
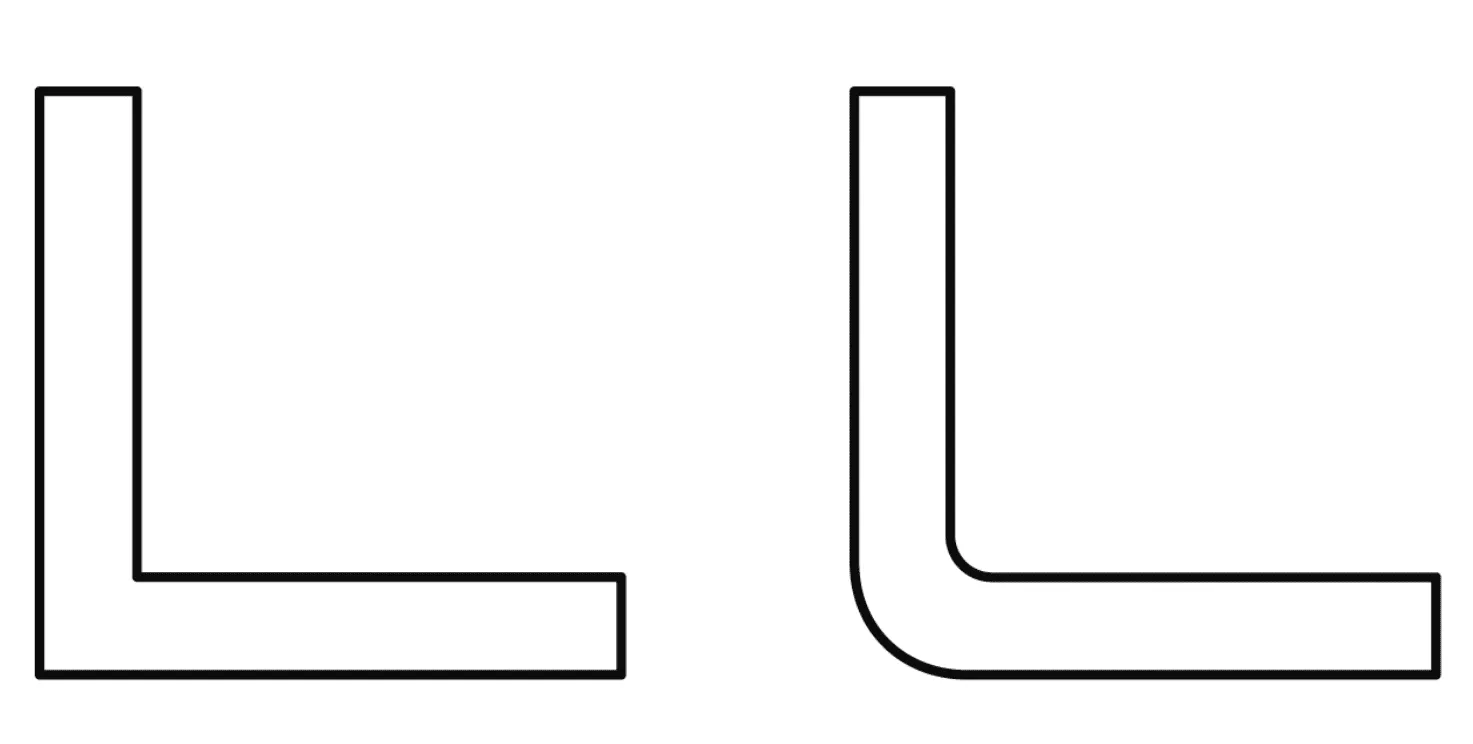
Eck- und Kantenradien im Tiefziehen
Wir müssen Ihr Tiefziehteil immer mit einem Mindestradius von 1,5mm fertigen. Grundsätzlich sollte das Teil mit möglichst großen Radien ausgestattet werden, um das Streckverhalten zu begünstigen.
ℹ️ Bei speziellen Vorgaben können Sie diese im Konfigurator tätigen.
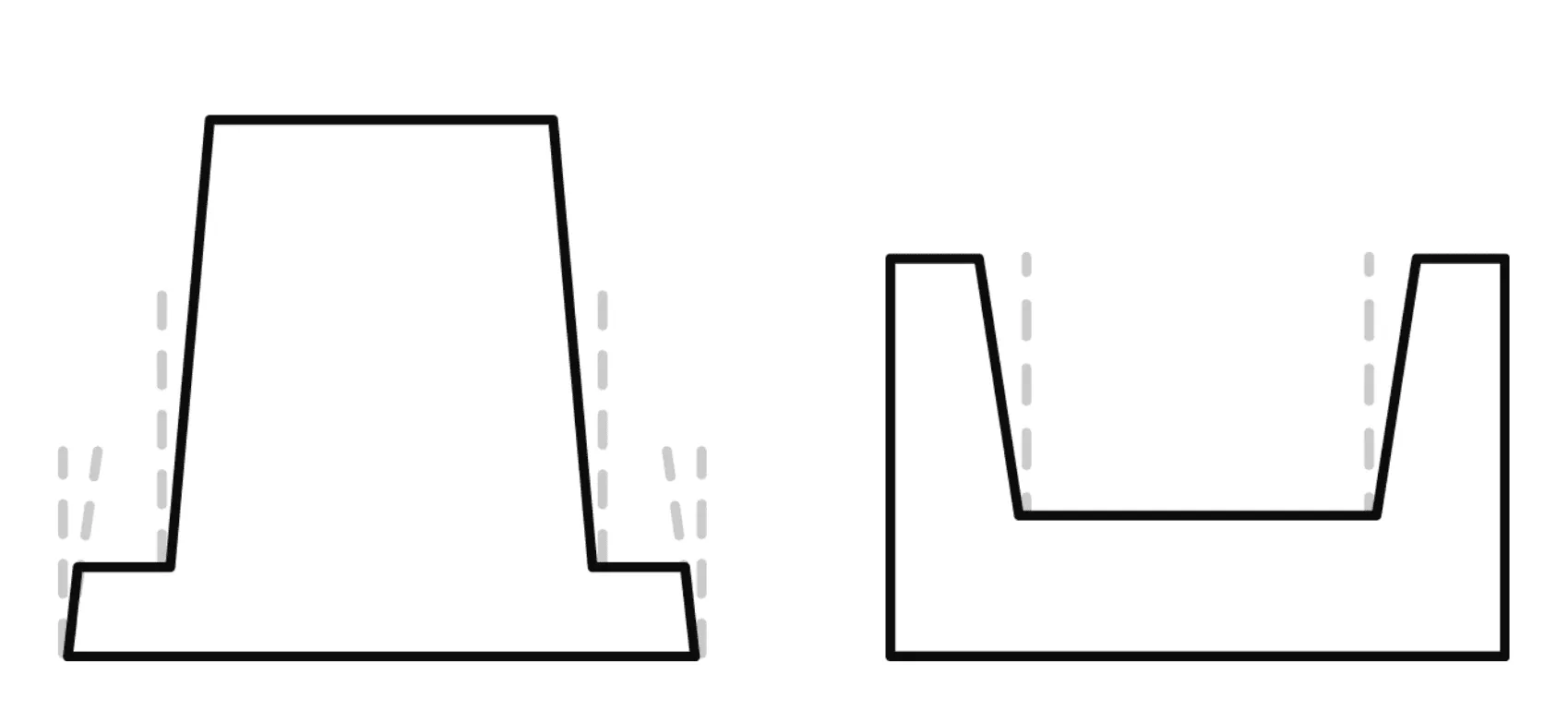
Wandschrägen & Entformung
Damit Tiefziehteile sich sauber aus dem Werkzeug lösen, sind Wandschrägen erforderlich:
✓ Negativwerkzeug: 1,5-2°
✓ Positivwerkzeug: 4-6°
Diese Werte gelten als Industriestandard für maßhaltiges Tiefziehen von Kunststoffteilen.
Umformverhältnis
Die Wanddicken entlang eines Tiefziehteils sind nie gleich dick. Das liegt an der Materialverstreckung beim Formprozess. Die resultierenden Wanddicken lassen sich allerdings über eine Formel überschlagen.
ℹ️ Sie können die resultierende Wandstärke aus der eingesetzten Materialstärke schon im Vorfeld selbst berechnen.
Weiterführende Infos zu Konstruktion & Toleranzen im Tiefziehen
Gestaltungsregeln für Kunststoff Tiefziehteile
Lesen Sie in unserem Beitrag, welche Konstruktionsregeln Sie bei der Herstellung von Kunststoff Tiefziehteilen beachten sollten, um tiefziehfähige Toleranzen zu garantieren.
Design-Guide für Kunststoff Tiefziehteile
In unserem Thermoforming Design-Guide finden Sie neben Gestaltungsregeln für tiefziehgerechte Bauteile auch Infos zum Tiefziehverfahren, Materialien und mehr.
DfM-Analyse für Kunststoff Tiefziehteile
Sie haben bereits eine CAD-Datei eines Tiefziehteils? Laden Sie einfach Ihre CAD-Datei hoch und unser DfM-Tool prüft Ihr Teil automatisch auf Tiefziehbarkeit. Jetzt Demo buchen!
Häufige Fragen zu Toleranzen beim Tiefziehen von Kunststoff
Kunststoffe dehnen sich stärker aus und reagieren auf Temperatur und Feuchtigkeit, daher sind Toleranzen beim Tiefziehen größer als bei Metallteilen.