Leitfaden: Top 5 Tipps zur Kostenreduktion im Thermoformen
Die Kosten im Kunststoff Tiefziehen werden vor allem durch Konstruktion, Materialwahl und Werkzeugkonzeption bestimmt. Viele Kostentreiber sind dabei nicht auf den ersten Blick erkennbar und werden oft erst spät im Entwicklungsprozess bemerkt. Genau hier entstehen häufig unnötige Kosten, die sich mit den richtigen Maßnahmen vermeiden lassen.
Simon Andreß
Aktualisiert am 29. Mai 2026
Teilen
Inhalte
Kosten im Thermoformen reduzieren - Das Wichtigste in Kürze
Bauteilkonstruktion, Materialwahl und Werkzeugdesign sind die größten Hebel zur Kostenreduktion
Fertigungsoptimierte Konstruktion senkt die Stückkosten nachhaltig
Reduzierter Materialeinsatz minimiert Kosten direkt
Effiziente Werkzeuge verbessern die Wirtschaftlichkeit
Frühe Berücksichtigung in der Entwicklungsphase ist entscheidend
Wie entstehen hohe Kosten im Thermoformen?
Die größten Kostentreiber im Kunststoff Thermoformen sind für viele Unternehmen nicht auf den ersten Blick zu erkennen. Besonders ohne Erfahrung in Konstruktion und Werkzeugdesign werden sie häufig erst sichtbar, wenn Anpassungen bereits mit hohem Aufwand und zusätzlichen Kosten verbunden sind.
Neben dem Materialeinsatz spielen vor allem die Werkzeugkomplexität und die damit verbundenen Prozessschritte eine wichtige Rolle. Oft wird unterschätzt, dass bereits kleine Anpassungen im Design große Auswirkungen haben können. Genau hier liegt das größte Potenzial, Kosten im Thermoformen zu reduzieren. Wir unterstützen Sie dabei, Ihre Bauteile von Beginn an kostenoptimiert zu designen.
5 Tipps für die Kostenreduktion im Thermoformen
Diese Tipps können schon zum Start Ihres Tiefziehprojekts bedacht werden, um den Gesamtpreis Ihrer Kunststoff Tiefziehteile möglichst ökonomisch zu halten.
Auch die Materialwahl bestimmt, wie sich die Kosten im Thermoformen gestalten. Daher sollten Sie:
Material bewusst und bedarfsgerecht auswählen
Eingefärbtes Halbzeug nutzen
den Materialeinsatz durch intelligente Konstruktion reduzieren
In den nächsten Abschnitten erklären wir Ihnen diese Schritte im Detail.
1. Produzieren Sie mehrere Teile mit einem Werkzeug
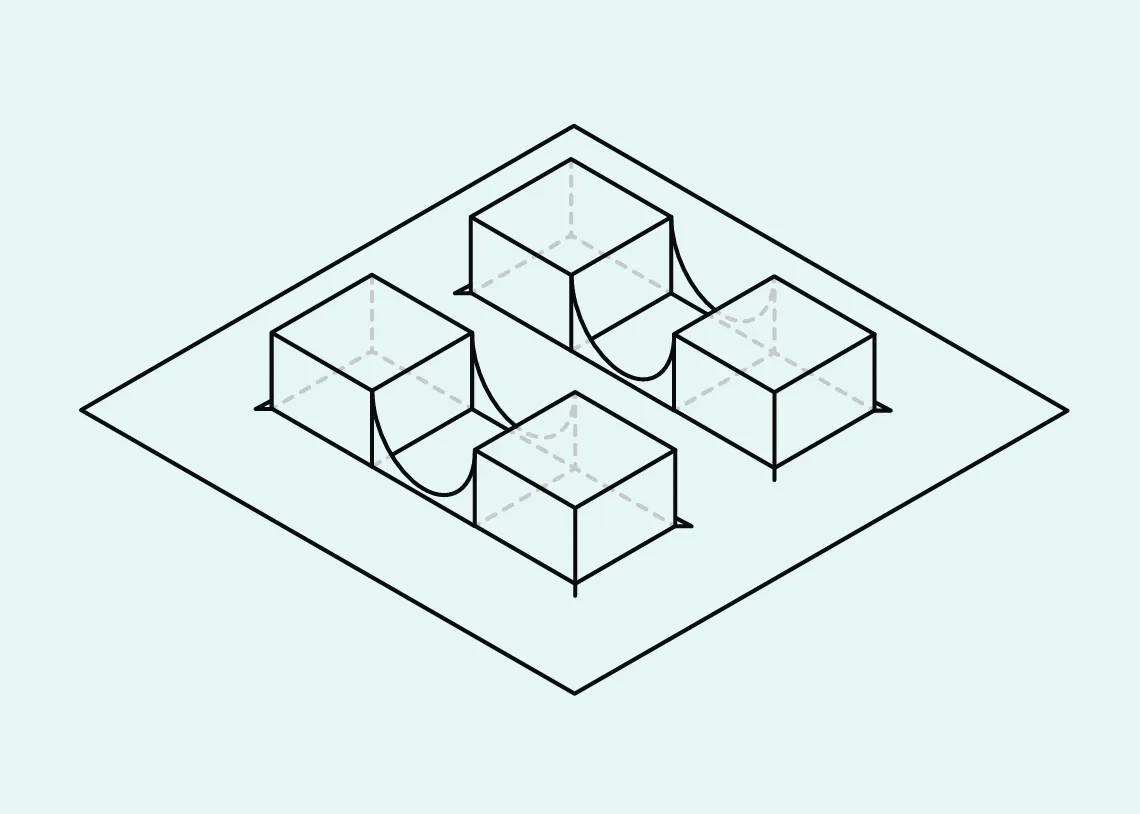
Ein großer Hebel zur Stückkostenreduktion ist die effiziente Nutzung des Werkzeugs. Ziel ist es, pro Takt einen möglichst hohen Ausstoß zu erreichen. Mehrfach-Nutzen-Werkzeuge sind im Thermoformen gängige Praxis und ermöglichen es, mehrere identische Bauteile gleichzeitig zu produzieren. Aber auch die Kombination unterschiedlicher Komponenten in einem Werkzeug bietet erhebliches Einsparpotenzial. Wie das in der Praxis aussieht, erfahren Sie in unserer Case Study mit NAEXT.
Grafische Abbildung eines Mehrfach-Nutzen-Werkzeugs
2. Vermeiden Sie bewegliche Teile im Werkzeug
Komplexe Bauteilgeometrien, insbesondere Hinterschnitte, führen dazu, dass im Werkzeug bewegliche Elemente notwendig werden. Diese erhöhen die Tiefziehkosten und den Wartungsaufwand erheblich. Deshalb sollten Sie bereits in der Konstruktion prüfen, ob sich das Werkstück so anpassen lässt, dass diese Komplexität entfällt.
Typische Optimierungen sind:
Verzicht auf Hinterschnitte
Anpassung von Entformungsschrägen
Vereinfachung der Geometrie
Abbildung eines Hinterschnitts.
💡 Hinterschnitte werden durch einklappbare Elemente am Werkzeug ermöglicht. Das Werkzeug ist mit Schiebern ausgestattet, die beim Entformen “wegklappen” (Klappen-Werkzeug). Dadurch wird der Entformvorgang komplexer und das Werkzeug kostenintensiver. Daher sollten sie immer auf ein Minimum reduziert werden.
3. Wählen Sie das Material bewusst und bedarfsgerecht aus
Ein häufiger Fehler in der Praxis ist die Wahl eines Materials, das mehr kann als eigentlich notwendig ist. Diese sogenannte „Überdimensionierung“ führt unnötig zu höheren Kosten im Thermoformen. Stattdessen sollte die Materialauswahl konsequent nach dem Bottom-Up-Prinzip erfolgen: Es wird genau das Material gewählt, das die Anforderungen exakt erfüllt.
Das sorgt für eine wirtschaftlichere Lösung bei gleicher Funktionalität.
4. Nutzen Sie eingefärbtes Halbzeug für farbige Teile
In vielen Projekten erfolgt die Farbgebung erst nachgelagert im Prozess, wie etwa durch Kunststofflackierung. Das bedeutet einen zusätzlichen Arbeitsschritt, der Zeit und Geld kostet.
Wird stattdessen bereits eingefärbtes Halbzeug eingesetzt, kann dieser Schritt entfallen. Voraussetzung ist allerdings, dass die Stückzahlen und die Lieferkette die Beschaffung zulassen.
5. Reduzieren Sie den Materialeinsatz durch intelligente Konstruktion
Das Material ist einer der größten Kostenfaktoren im Thermoformen. Deshalb lohnt es sich besonders, hier anzusetzen. Durch eine clevere Konstruktion kann die Materialstärke reduziert werden, ohne die Stabilität zu gefährden. Häufig kommen dabei Verstärkungsstrukturen wie Rippen zum Einsatz.
Rippen am Tiefziehteil für mehr Stabilität bei geringer Materialstärke
Typische Effekte sind:
geringerer Materialverbrauch
niedrigere Stückkosten
gleichbleibende Bauteilqualität
💡 Bei einzubringenden Rippen oder auch Verstrebungen gilt es zu beachten: Zu viele Querrippen mit geringem Abstand beeinflussen das Ziehverhältnis negativ und die Distanz zwischen einzelnen Querrippen muss mindestens so groß sein wie deren Tiefe.
Fazit: Die Reduktion von Kosten im Thermoformen beginnt bei der richtigen Konzeption
Die größten Einsparpotenziale im Tiefziehen entstehen nicht erst in der Produktion, sondern bereits in der Entwicklungs- und Konstruktionsphase. Wer frühzeitig auf eine materialeffiziente Auslegung, einfache Geometrien und eine werkzeuggerechte Konstruktion achtet, legt den Grundstein für dauerhaft niedrige Stückkosten.
Tipp: Mit unserer DfM-Analyse Software prüfen wir Ihre Daten auf Tiefziehbarkeit und ermitteln für Sie das beste Kosten-Nutzen Verhältnis.
Häufig gestellte Fragen zur Kostenreduktion im Thermoformen
Ein Mehrfachwerkzeug oder eine Optimierung des Werkzeugs lohnt sich besonders bei mittleren bis hohen Stückzahlen. Mit steigender Produktionsmenge verteilen sich die Investitionskosten besser, während effizientere Werkzeuge und kürzere Taktzeiten die Stückkosten deutlich reduzieren.
Die Gesamtkosten im Tiefziehen setzen sich vor allem aus Werkzeugkosten, Materialkosten und Fertigungskosten. Dazu kommen noch Energiekosten sowie Lohnkosten. Je nach Bauteil und Stückzahl können diese Anteile unterschiedlich stark ins Gewicht fallen.
Mehr dazu erfahren Sie in unserem Beitrag zum Zusammenhang zwischen Werkzeug- und Stückkosten im Tiefziehen.
Weiterführende Inhalte
Blog
Stückkosten und Werkzeugkosten im Tiefziehen: Kostenfaktoren und Skalierbarkeit
Die Kosten im Kunststoff Tiefziehen sind ein entscheidender Faktor für die Wirtschaftlichkeit und Planung eines Projekts. Sie hängen von verschiedenen Einflüssen entlang der Prozesskette ab und verändern sich je nach Stückzahl und Anforderungen. Dieser Beitrag erklärt, wie sich die Kosten beim Kunststoff Tiefziehen zusammensetzen, wie sich diese mit steigender Stückzahl entwickeln und ab wann sich das Verfahren besonders lohnt.
Blog
5 Hebel, mit denen formary die Tiefziehkosten senkt
Das Beschaffen von Kunststoff Tiefziehteilen kann ein aufwändiger und kostenintensiver Prozess sein, besonders wenn es sich um fordernde Einsatzbereiche oder komplexe Konstruktionen handelt. Daher erläutern wir hier die 5 Hebel, mit denen formary die Tiefziehkosten von Kunststoff Tiefziehteilen senkt.
Blog
Werkzeugübernahme im Tiefziehen: Leitfaden für bestehende Tiefziehwerkzeuge
Die Werkzeugübernahme im Tiefziehen ermöglicht es, bestehende Werkzeuge weiter zu nutzen und Bauteile ohne unnötige Kosten oder Verzögerungen weiter zu produzieren. In diesem Beitrag erfahren Sie, welche Vorteile das bietet, welche Informationen dafür notwendig sind und wie formary den gesamten Prozess effizient begleitet.
Blog
Kunststoffteile konstruieren: 13 Designregeln für kunststoffgerechte Konstruktion im Thermoforming
Beim Konstruieren von Kunststoff Tiefziehteilen müssen bestimmte Designregeln beachtet werden, um Materialfehler, Verzug oder unnötige Kosten zu vermeiden. Faktoren wie Radien, Wandschrägen oder das Umformverhältnis haben direkten Einfluss auf die Bauteilqualität und Herstellbarkeit. In diesem Beitrag zeigen wir Ihnen die wichtigsten Konstruktionsregeln im Thermoforming. Praxisnah, verständlich und direkt umsetzbar.
Tiefziehteile einfach gemacht. Mit formary.
Erhalten Sie noch heute Ihr unverbindliches Angebot.