Kunststoffteile konstruieren: 13 Designregeln für kunststoffgerechte Konstruktion im Thermoforming
Beim Konstruieren von Kunststoff Tiefziehteilen müssen bestimmte Designregeln beachtet werden, um Materialfehler, Verzug oder unnötige Kosten zu vermeiden. Faktoren wie Radien, Wandschrägen oder das Umformverhältnis haben direkten Einfluss auf die Bauteilqualität und Herstellbarkeit. In diesem Beitrag zeigen wir Ihnen die wichtigsten Konstruktionsregeln im Thermoforming. Praxisnah, verständlich und direkt umsetzbar.
Sarah Guaglianone
Aktualisiert am 2. Juli 2026
Teilen
Inhalte
Gestaltungsregeln bei der Konstruktion von Kunststoff Tiefziehteilen - Das Wichtigste in Kürze
Radien & Wandschrägen: Große Radien (mind. 1,5 mm) und Wandschrägen (>2°) erleichtern das Tiefziehen, verhindern Faltenbildung und Materialrisse.
Umformverhältnis & Wanddicke: Das Verhältnis von Höhe zu Breite beeinflusst die Materialverstreckung; Ausgangsstärke und gewünschte Wanddicke müssen frühzeitig berechnet werden.
Tiefziehgerechte Geometrie: Übergänge, Hinterschnitte, Toleranzen und Materialschrumpfung berücksichtigen, um Qualität, Entformbarkeit und Produktionskosten zu optimieren.
→ Sie haben bereits CAD-Daten, die Sie auf Tiefziehbarkeit prüfen möchten? Hier geht's zur DfM-Analyse
→ Sie benötigen ein schnelles 3D Tray-Konzept? Hier geht's zum 3D Tray Generator
Was sind die wichtigsten Gestaltungsregeln bei der Konstruktion von Tiefziehteilen?
Die wichtigsten Konstruktionsregeln für Kunststoff Tiefziehteile sind:
ausreichend große Radien zur Vermeidung von Rissen
Wandschrägen für eine sichere Entformung
ein passendes Umformverhältnis zur Kontrolle der Wanddicke
reduzierte Hinterschnitte für eine einfache Fertigung
materialgerechte Konstruktion zur Vermeidung von Verzug
Werden diese Gestaltungsrichtlinien im Kunststoff Tiefziehen beachtet, lassen sich Qualität, Kosten und Prozesssicherheit deutlich verbessern. Mehr Details dazu finden Sie in den folgenden Abschnitten.
1. Gestaltungsregel bei Kunststoff Tiefziehteilen: Radien
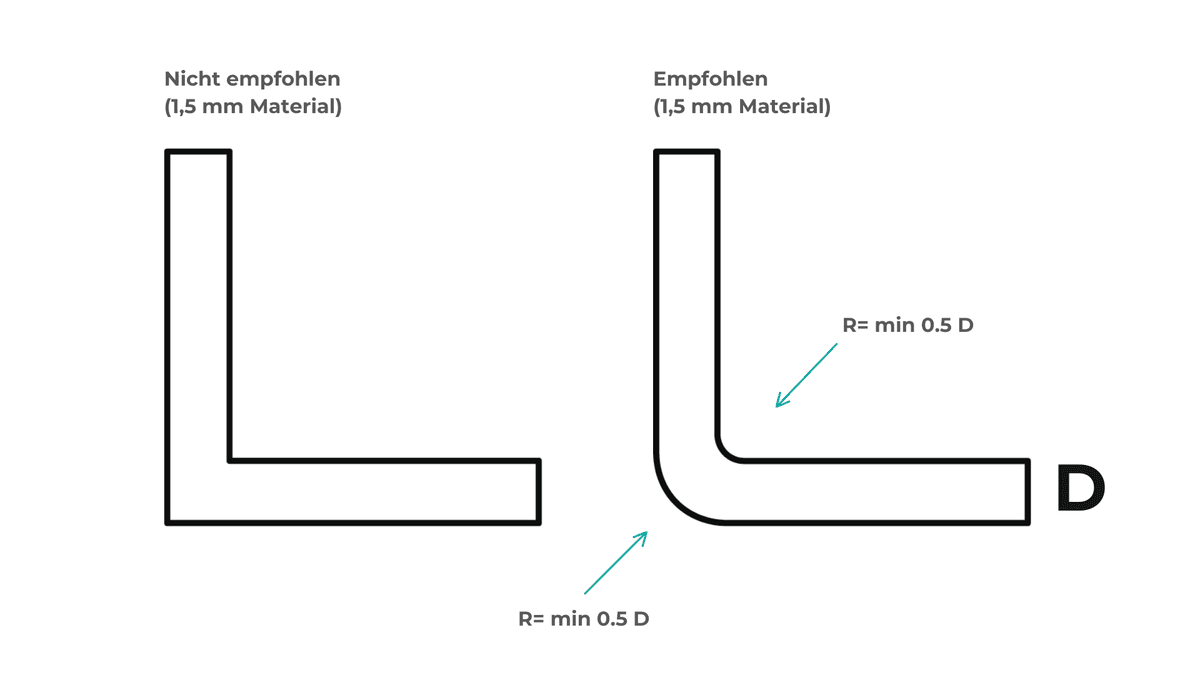
Bei der Konstruktion von Kunststoffteilen ist es wichtig, immer möglichst großen Radien einzubauen, um das Streckverhalten zu begünstigen. Tiefziehteile sollte man immer mit einem Mindestradius von 1,5mm fertigen.
Auf der Werkzeugseite ist man auf einen Mindestradius angewiesen, der als sehr grobe Faustregel (da abhängig von vielen Parametern) die Dicke der Ausgangsstärke des Materials nicht unterschreiten sollte.
Umgang mit scharfen Kanten
Wenn scharfe Kanten nötig sind, dann setzen Sie bei der Konstruktion der Kunststoffteile mindestens einen Radius an, der so groß wie die Ausgangsstärke des Materials ist. Wird der Radius kleiner gesetzt, lassen sich die Daten entweder nicht, oder nur sehr umständlich tiefziehen. Außerdem erhöhen sich die Kosten durch längere Werkzeugfräszeiten.
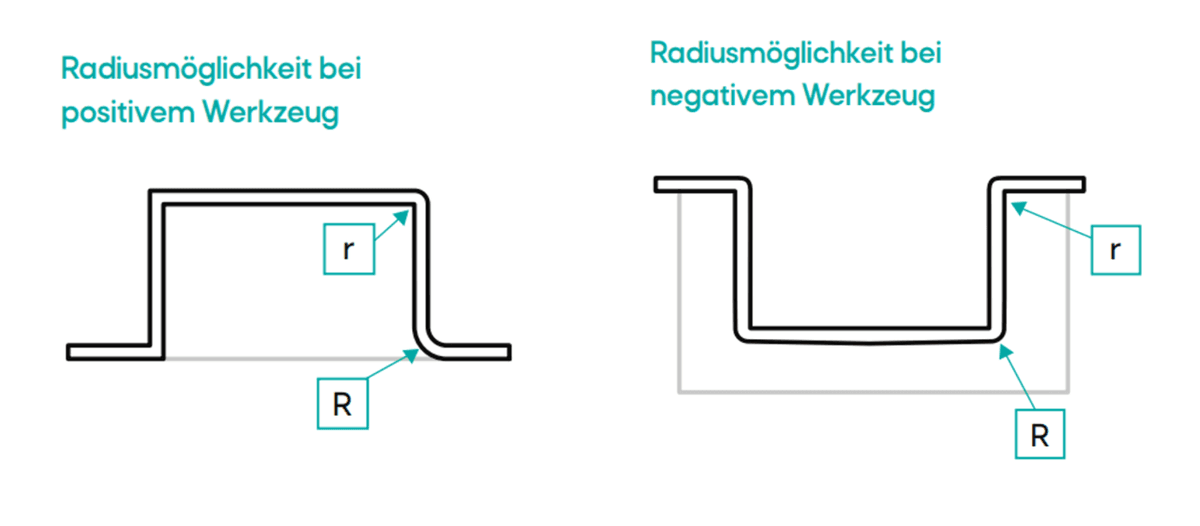
Achtung: Am Tiefziehteil werden die Radien nochmals größer abgebildet als am Werkzeug selbst. Sowohl bei Positiv- als auch bei Negativwerkzeugen kommt es bei Vorgaben möglichst kleiner Radien vor allem darauf an, das Material so eng anliegend in die Ecken zu bekommen wie möglich. Der Radius an der werkzeugabgewandten Seite ergibt sich aus dem Radius der Werkzeugseite, sowie der Materialtype, der Materialverstreckung und der Materialdicke.
2. Gestaltungsregel bei Kunststoff Tiefziehteilen: Wandschrägen
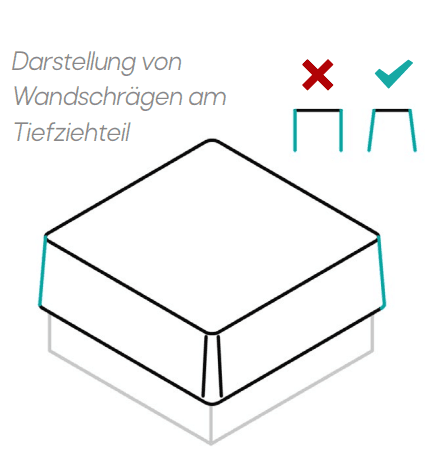
Den Winkel zwischen der vertikalen Bauteilwand und der Entformrichtung bezeichnet man als Entformungsschräge. Da die Wahl der Entformungsschrägen die Geometrie des Tiefziehteils verändert, müssen die Winkel der Entformungsschrägen frühzeitig festgelegt und in die Konstruktionsdaten eingearbeitet werden.
Designen Sie die vertikalen Wände des Teils möglichst mit Wandschrägen, um eine einfache Entformung ohne optische Makel, wie Markierungen an der Oberfläche zu erreichen.
ℹ️ Empfohlene Wandschrägen generell: >2°
Industriestandard für Negativwerkzeuge: 1,5 - 2°
Industriestandard für Positivwerkzeuge: 4 - 6°
3. Gestaltungsregel bei Kunststoff Tiefziehteilen: Umformverhältnis und Wanddicke
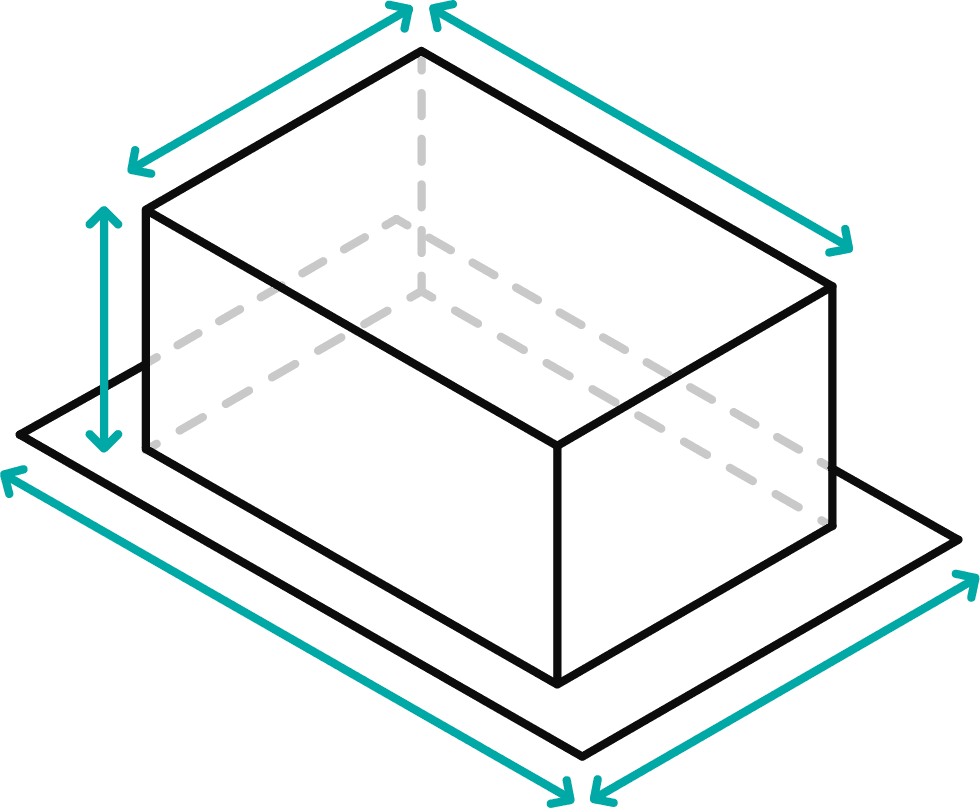
Das Umformverhältnis gibt die Relation zwischen Höhe und Breiteder zu formenden Fläche wieder. Da das Material auf der begrenzten Fläche in die Tiefe verstreckt wird, dehnt sich dieses beim Umformen aus. Das Umformverhältnis ist hierbei abhängig von der Geometrie des Tiefziehwerkzeugs bzw. des resultierenden Tiefziehteils.
Die sich daraus resultierende Wanddicke lässt sich durch die folgende Formel überschlagen: d2 = F1/F2 * d1
F1: Fläche des Materialzuschnitts ohne Spannrand
F2: Oberfläche des Tiefziehteils nach Formvorgang
d1:Materialausgangsstärke des Materials
d2:Resultierende Wandstärke (Ergebnis)
ℹ️ Mehr zu den Eck- und Kantenradien, Wandschrägen und Umformverhältnissen finden Sie unter Toleranzen.
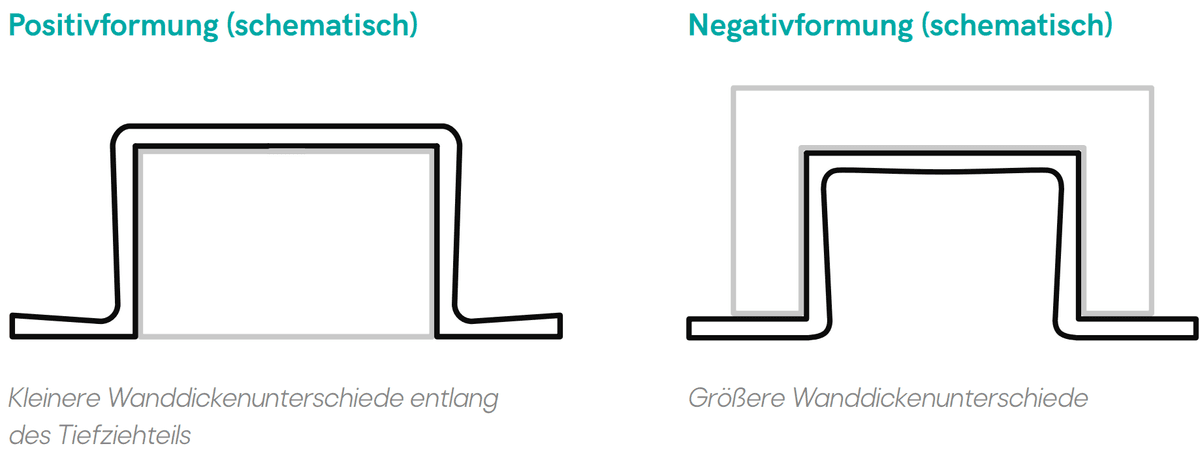
4. Gestaltungsregel bei Kunststoff Tiefziehteilen: Positiv- oder Negativformung und Wanddicke
Je weiter bzw. tiefer das Material beim Thermoformen ins Werkzeug verstreckt wird, desto dünner wird die zurückbleibende Wandstärke. Üblicherweise wird die zu erzielende Wanddicke bestimmt, und dann zurückgerechnet (siehe Punkt 3), wie hoch die Ausgangsstärke des Materials sein muss (sogenanntes “reverse engineering.”)
Streck- & Ziehverhältnis
Das Streck- oder Ziehverhältnis beim Tiefziehen beschreibt das Längenverhältnis des Materials im Seitprofil (der Ausgangsstärke) und dem tiefgezogenen Tiefziehteil. Grundsätzlich gilt: Positiv geformte Teile führen bei gleicher Kontur zu einem kleineren und daher vorteilhafteren Streckverhältnis als negativ gezogene Teile.
Wichtige Regeln beim Formvorgang
Durch das viskoelastische Verhalten von Thermoplasten während der Verstreckung gilt es einige Faustregeln beim Formvorgang zu beachten, wenn Sie Kunststoffteile konstruieren:
Je kälter das Halbzeug bei der Verstreckung, desto größer die nötige Kraft, es zu verstrecken
Je schneller die Verformungsgeschwindigkeit, desto größer die nötige Kraft, es zu verstrecken
Positivformung
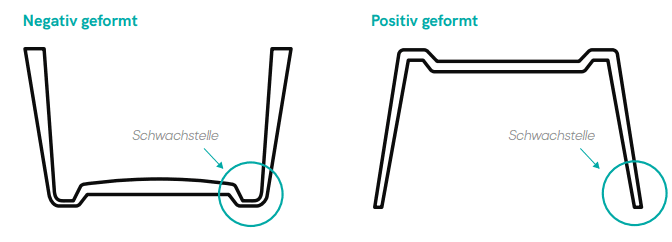
Bei negativ geformten Teilen liegt die Schwachstelle des Tiefziehteils nach Formung daher im Bodenbereich, da Material vom Rand in den Boden der Werkzeugkavität verstreckt wird. Dabei dünnt das Material aus.
Negativformung
Bei positiv geformten Teilen liegt die Schwachstelle des Tiefziehteils am Rand, da das Material zuerst am Bodenbereich des späteren Tiefziehteils auf das Positivwerkzeug aufsetzt, und den Randbereich nach unten ausdünnt. Zu dünn gewählte Ausgangsstärken und ein schlechtes Umformverhältnis, das heißt die Relation von Öffnungsbreite zu Öffnungstiefe, verschärfen den negativen Effekt zusätzlich.
Tipp: Wenn Sie unsicher sind, ob Ihr Bauteil tiefziehgerecht konstruiert ist, unterstützen wir Sie gerne bei der Auslegung und Optimierung Ihrer Konstruktion mit unserer DfM-Analyse. Unser Whitepaper Fertigungssicherheit auf Knopfdruck zeigt Ihnen, welche Funktionen das Tool hat und wie Sie damit Ihre Konstruktionsprozesse effizienter gestalten.
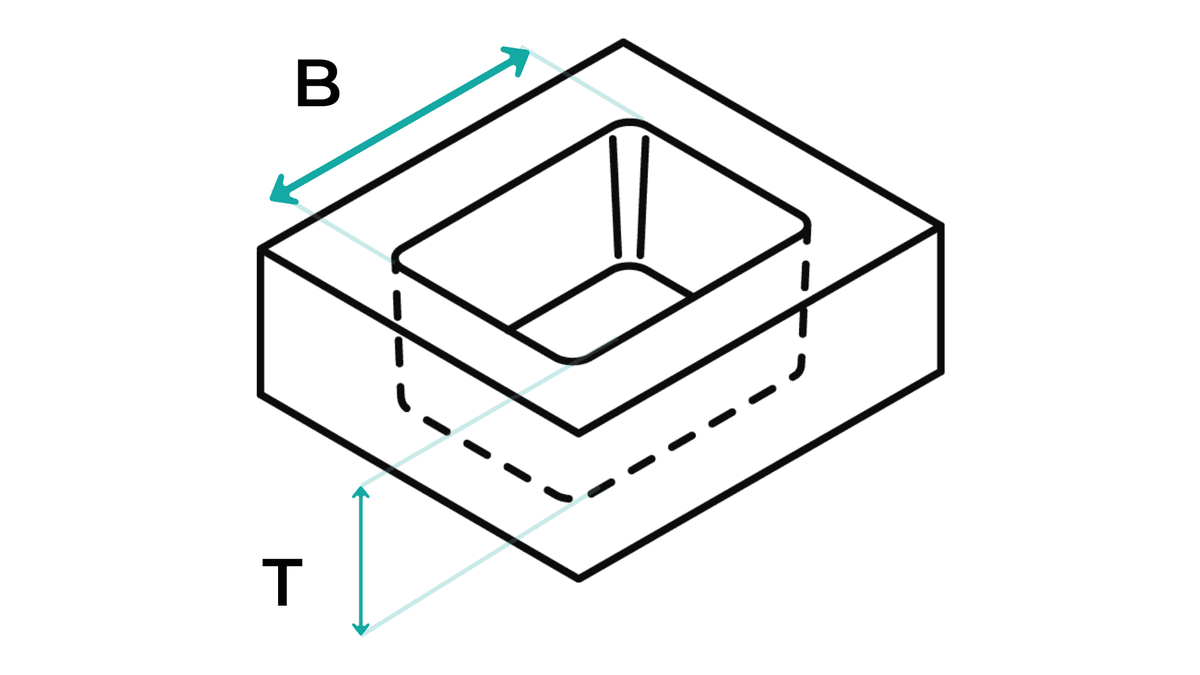
5. Gestaltungsregel bei Kunststoff Tiefziehteilen: Materialverstreckung bei Kavitäten
Aufgrund der Materialverstreckung sollte bei der Konstruktion von Kunststoff Tiefziehteilen vor allem bei negativ gezogenen Nestern darauf geachtet werden, dass die Relation von Tiefe zu Breite der Kavität das Verhältnis 1,5 : 1 nicht überschreitet. Je tiefer die Tiefe T der Kavität in Relation zur Breite B, desto mehr dünnt das Material bei Verstreckung aus. Und je größer die Ausdünnung, desto höher die Chancen eines Aufrisses an der Bodenkante.
Die Tabelle erklärt die Möglichkeiten verschiedener Ziehverhältnisse bei negativen und positiven Formen:
Ziehverhältnis bei negativen und positiven Formen beim Konstruieren von Kunststoffteilen
Ziehverhältnis (Tiefe zu Breite)
positiv
negativ
0,3:1
möglich
möglich
0,5:1
möglich
+ Oberstempel
1:1
möglich
+ Oberstempel
1,5:1
Materialverzug an der Grenze
Materialverzug an der Grenze
2:1
Lässt sich nicht simulieren. Muss getestet werden.
Lässt sich nicht simulieren. Muss getestet werden.
6. Gestaltungsregel bei Kunststoff Tiefziehteilen: Übergangskonturen
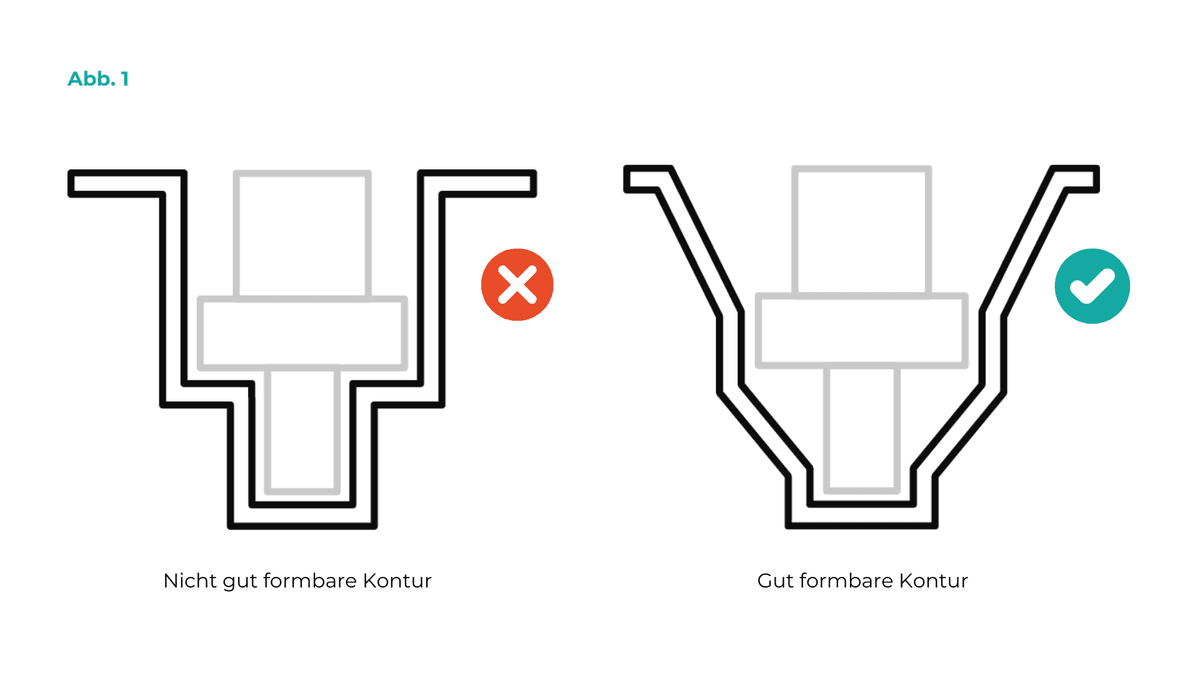
Wie schon angemerkt: Beim Thermoforming gilt es in der Konstruktion mit Kunststoffen, kleine Radien zu umgehen. Gerade bei passformgenauen Bauteilkavitäten lassen sich Nester unter Einhaltung der vollen Funktionalität in abgeschwächten Konturen deutlich besser tiefziehbar gestalten.
Verbesserte Formbarkeit durch entschärfte Konturen
In Abbildung 1 ist eine schlecht tiefziehbare Kavitätenkontur dargestellt, in Abbildung 2 eine entschärfte Kontur, welche sich gut formen lässt. Durch die Entschärfung der Entformungsschrägen und Radien lässt sich das Tiefziehteil besser ziehen, was die Qualität erhöht. Außerdem wird das Risiko von Aufrissen dadurch minimiert, sowie höhere Reproduzierbarkeiten garantiert.
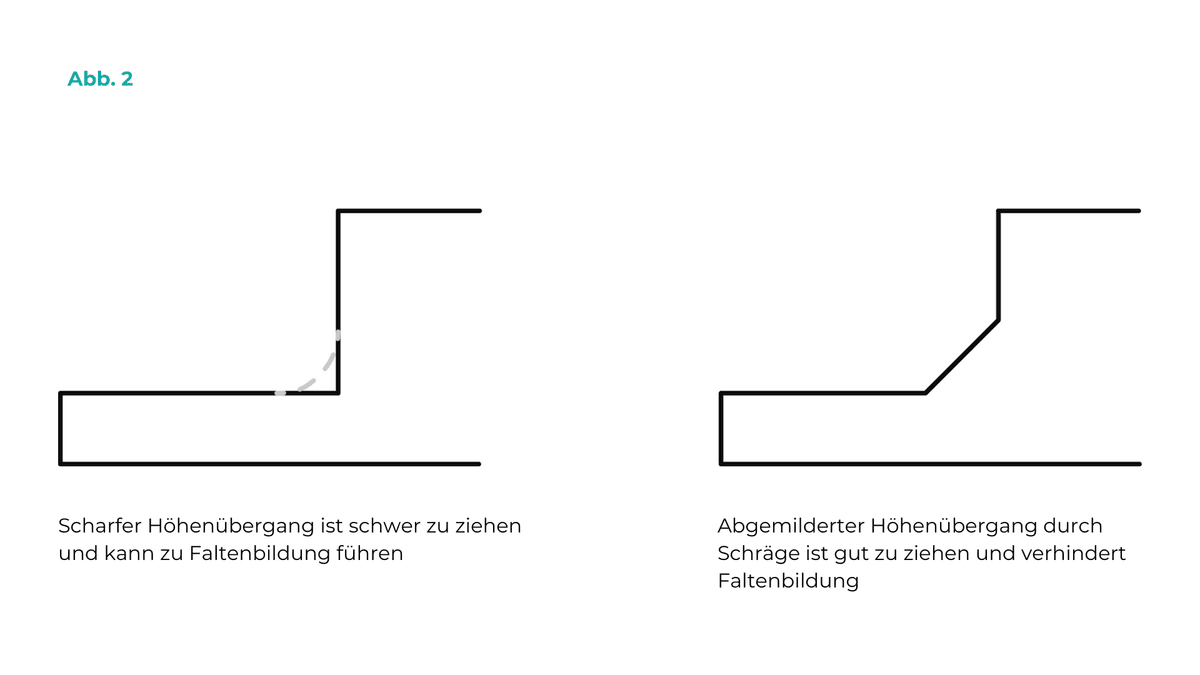
Vorteile für Produktion und Kosten
Schlussendlich sind auch die Taktzeiten kürzer, was in einem allgemein erfreulichen, günstigeren Stückpreis mündet. Auch Übergänge von Randkonturen oder Stufenbereichen können durch Schrägen entschärft werden.
Risiken bei kleinen Radien und mögliche Lösungen
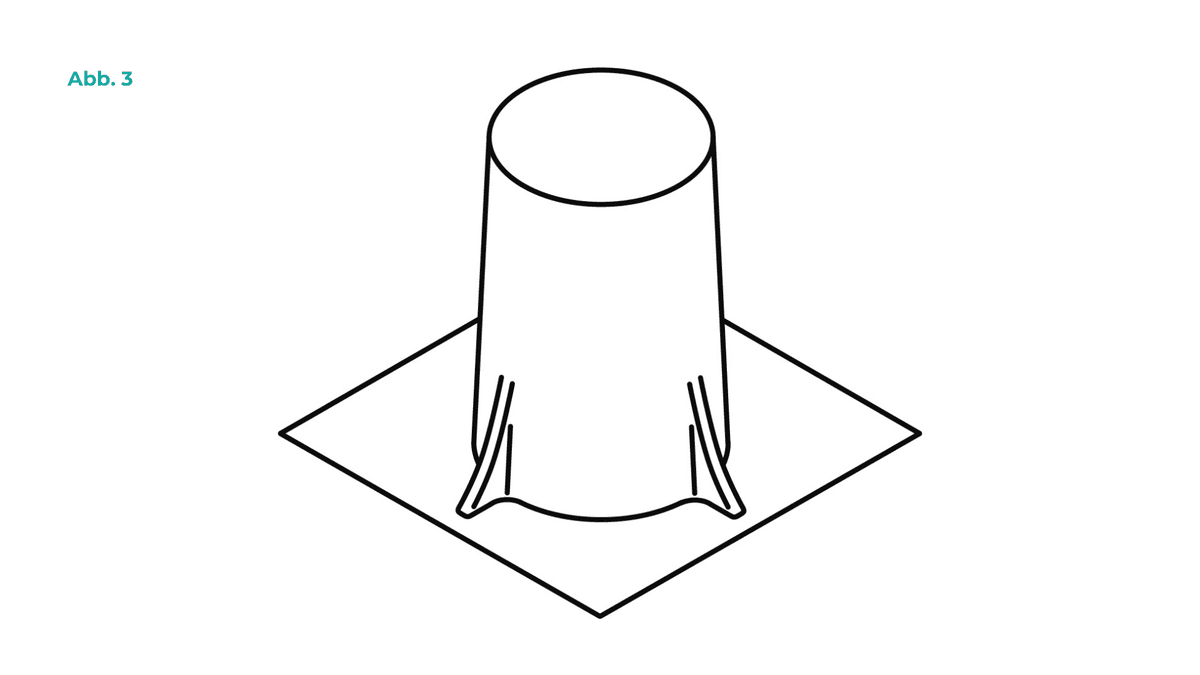
Bei zu kleinen Radien besteht gerade beim positiven Formen immer die Gefahr der Faltenbildung beim Tiefziehen. Um Falten zu umgehen, können auch bei der Kunststoff Konstruktion rippenförmige Übergänge angesetzt werden, um eine Falte beim Positiv-Tiefziehen zumindest gezielt zu formen.
Faltenbildung durch angedeutete Rippen
7. Gestaltungsregel bei Kunststoff Tiefziehteilen: Hinterschnitte
Hinterschnitte sind Geometrien, die das Teil am einfachen Herauslösen aus dem Tiefziehwerkzeug hindern. Anders als beim Spritzguss gibt es keine zweite Werkzeughälfte, daher erschweren sie die Entformung.
Tipps:
Hinterschnitte möglichst vermeiden oder auf ein tiefziehbares Niveau reduzieren.
Bei Stapel-Elementen oder Klemmungen sind Hinterschnitte oft unvermeidbarl, daher ist eine sorgfältige Konstruktion erforderlich.
ℹ️ Ist Ihr Bauteil tiefziehgerecht?
Viele Konstruktionsfehler entstehen bereits im CAD-Modell und führen später zu höheren Kosten oder Qualitätsproblemen. Wenn Sie bereits ein STEP-Modell oder erste CAD-Daten vorliegen haben, sollten Sie diese deshalb frühzeitig auf Tiefziehbarkeit prüfen. Worauf Sie dabei achten sollten, erklären wir im Beitrag CAD-Modelle auf Tiefziehbarkeit prüfen: Der Leitfaden für Konstrukteure.
8. Gestaltungsregel bei Kunststoff Tiefziehteilen: Verarbeitungsschwindung
Denken Sie daran, dass die Verarbeitungsschwindung beim Design eines Kunststoff Tiefziehteils ein wichtiger Faktor ist, der die Endgröße und Form beeinflusst. Nach der Entformung schrumpft das Teil aufgrund des Materialverhaltens noch weiter. Diese Schwindung variiert je nach Material und kann auch nach dem Abkühlen des Teils noch bis zu 24 Stunden anhalten. Insbesondere bei teilkristallinen Thermoplasten hört die Nachschwindung nie auf und das Teil kann sich mit der Zeit weiter verkleinern.
Gegenmaßnahmen bei Verarbeitungsschwindung
Werkzeuggröße unter Berücksichtigung der Schwindung planen.
Musterprüfung vor Produktionsstart durchführen.
Faktoren: Materialwahl, Entformtemperatur, Extrusion und interne Spannungen.
9. Gestaltungsregel bei Kunststoff Tiefziehteilen: Tiefziehfähige Toleranzen
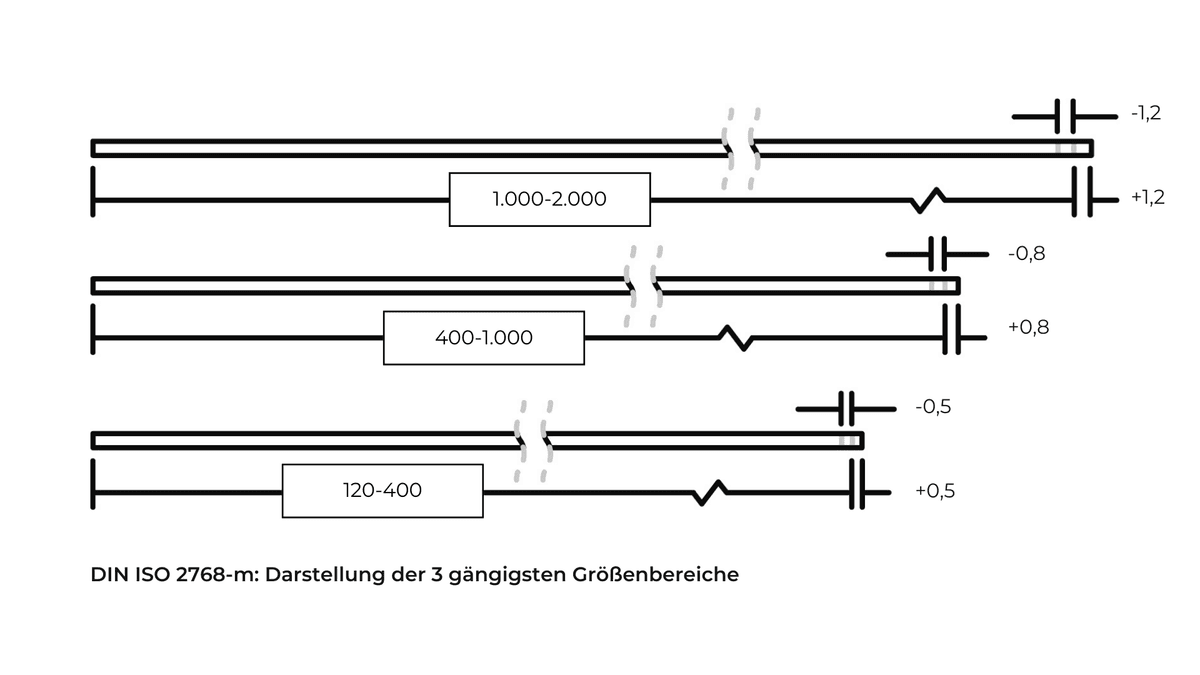
Tiefziehteile werden für einen Großteil der industriellen und Verpackungs-Anwendungen mit einer Toleranz von +/- ~1 mm konstruiert. Das entspricht dem Toleranzfeld nach ISO 2768-c für das in diesem Produktbereich gängige 120 bis 400mm Längenmaß.
Zusätzliche Kosten bei engen Toleranzen
Das Formen von engeren Toleranzen ist meistens mit zusätzlichen Kosten verbunden. Diese sind auf längere Entformzeiten, größere Fertigungsaufwände und/oder längere Taktzeiten zurückzuführen.
ℹ️ Wichtig ist, dass Toleranzen nicht unnötig eng gewählt werden: Das Motto „So groß wie möglich, so klein wie nötig“ gilt als allgemeine Richtlinie in der Konstruktionsanleitung.
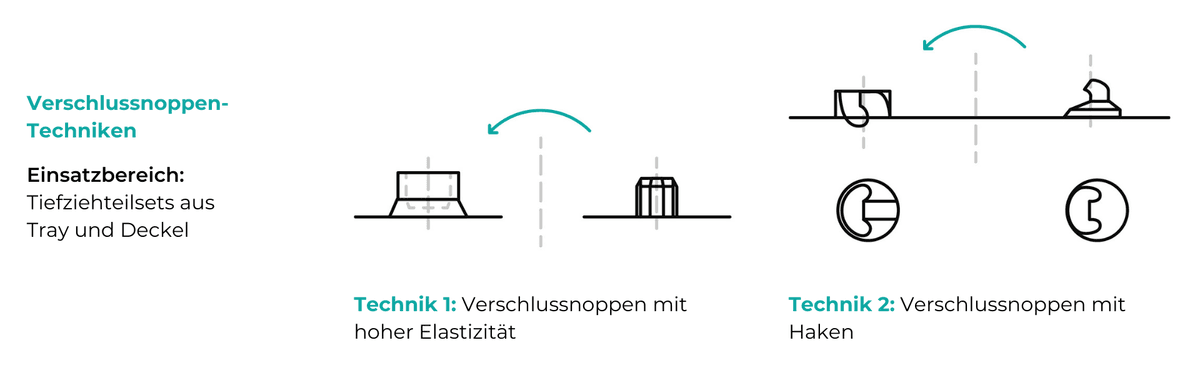
10. Gestaltungsregel bei Kunststoff Tiefziehteilen bei Baugruppen: Befestigungspunkte
Um verschiedene Tiefziehteile oder Baugruppen zusammenzusetzen, sind Befestigungspunkte nötig. Beim sicheren Verschluss von Tiefziehteilen kommen viele Optionen der Verbindungstechnik zum Einsatz. Diese müssen von Anfang an für das kunststoffgerechte Konstruieren wohl überlegt werden.
Abhängig von der mechanischen Belastung, der Häufigkeit des Öffnens und Verschließens und der Verbindungsstabilität, stehen verschiedene Möglichkeiten zur Erreichung eines Kraftschlusses zur Verfügung.
Schrauben oder Nieten für kraftschlüssige Verbindungen
Bei permanent kraftschlüssigen Verbindungen werden an den Übergangsstellen zwischen zwei Teilen häufig Schrauben oder Nieten an die Tiefziehteile angebracht, um eine Verbindung zu erzielen.
11. Gestaltungsregel bei Kunststoff Tiefziehteilen bei Stapelung: Stapeltechnik
Wenn Ihr Tiefziehteil gestapelt werden soll, muss das schon frühzeitig im Tiefziehteil Design beachtet werden, sodass für die Stapelung Platz gelassen wird. Bei der Selektion der passenden Stapeltechnik entscheiden verschiedene Punkte:
Materialausgangsstärke
Die Wahl der Stapelung eines Tiefziehteils hängt in erster Linie von der Steifigkeit des Tiefziehteils und den Gleiteigenschaften des Materials ab. Je dicker das Material (oft bei Mehrwegtrays der Fall), desto besser lässt sich stapeln. Je schlechter die Gleiteigenschaften des Materials, desto besser die Haftreibung, und desto besser lässt sich dadurch stapeln.
Sensibilität der Produkte
Wenn nicht über die Bauteile gestapelt werden darf (oder soll), sondern einige mm Luft eingehalten werden, wird eine hochwertigere Stapeltechnik benötigt. Der Grund ist, dass die Stapelung des Tiefziehteils selbsttragend ist, d.h. das Gewicht der Trays und des Inhalts ohne zusätzliche Abstützungen auf der Trayfläche tragen muss.
Dringlichkeit des Zeitplans
Komplexe Stapeltechniken mit beweglichen Stapelelementen setzen die Fertigung aus einem Klappenwerkzeug voraus. Die Herstellung eines solchen Werkzeugs ist zeitintensiver als ein relativ einfach gehaltenes Hinterschnittstapelungs-Werkzeug.
12. Gestaltungsregel bei Kunststoff Tiefziehteilen: Materialauswahl
Weichere Kunststoffe haben nach der Entformung größere Rückverformungen und höhere Verarbeitungsschwindungen. Materialien mit hoher Härte und Steifigkeit sind automatisch in einer besseren Toleranzgruppe in puncto Genauigkeit.
ℹ️ Mehr zu Kunststoffen, ihren Eigenschaften und deren Einfluss auf die Gesamtkosten im Tiefziehen, können Sie in unserem Whitepaper Materialleitfaden für Kunststoff Tiefziehteile nachlesen.
Sie haben ein Bauteil aus Metall, welches Sie durch Kunststoff ersetzen möchten? Dann sollte die Materialwahl frühzeitig mit der Bauteilkonstruktion zusammengedacht werden. Denn Gewicht, Steifigkeit, Wärmeleitfähigkeit, Isolation, Belastung und Fertigungsverfahren beeinflussen, ob eine Substitution technisch und wirtschaftlich sinnvoll ist. Mehr dazu lesen Sie in unserem Beitrag Aluminium durch Kunststoff ersetzen: Wann lohnt es sich?
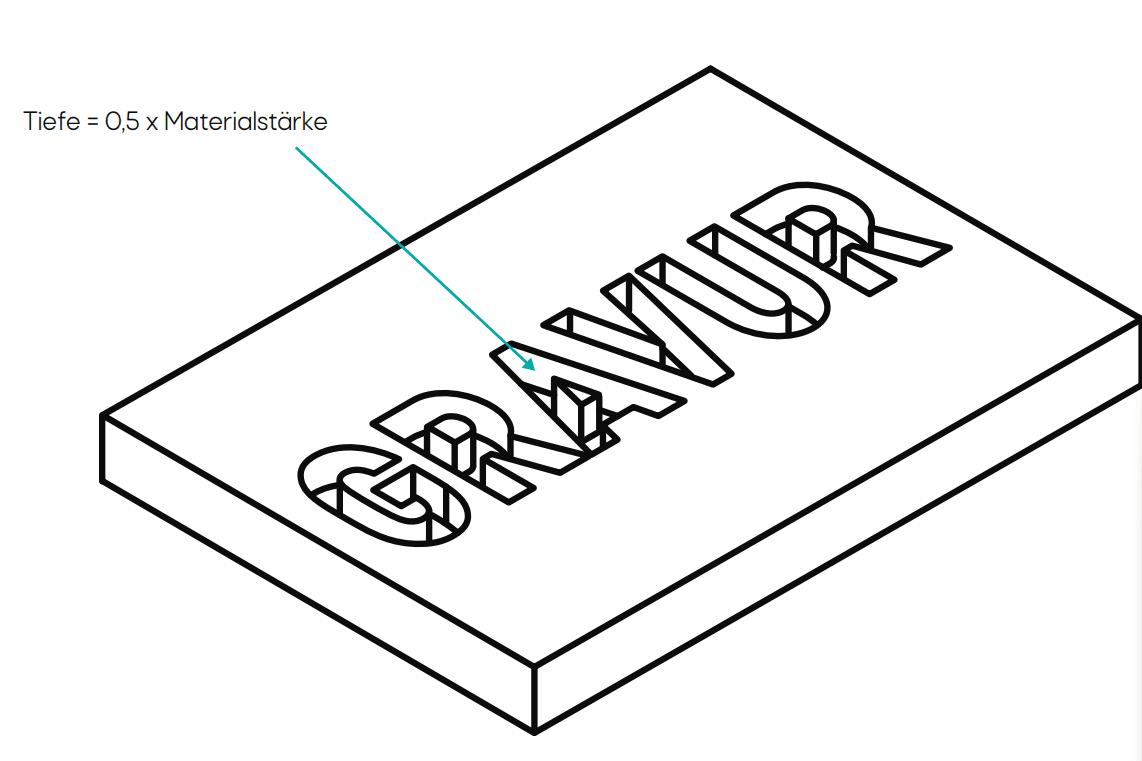
13. Zusatztipp: Optimal gesetzte Gravuren
Sollten Sie Kennzeichnungen im Tiefziehteil benötigen, können Sie diese gerne direkt mit einer Gravur in das Werkzeug einbringen.
Kosten der Gravur
Die Kosten der Gravur können sehr unterschiedlich ausfallen, je nachdem, wie diese eingebracht werden muss. Als Faustregel gilt: Eine negativ (versenkt) eingebrachte Gravur ist relativ kostengünstig, eine positiv eingebrachte (erhabene) Gravur deutlich aufwendiger, und daher teurer.
Kunststoffteile konstruieren: Mit den richtigen Regeln zum optimalen Ergebnis
Durch das Beachten dieser Design-Grundregeln können potenzielle Fehlerquellen bereits in der Konstruktionsphase vermieden werden. Das trägt zur Kostenreduktion bei, verringert Iterationsschleifen und sorgt für eine sichere Produktion.
Sie möchten sicherstellen, dass Ihr Bauteil optimal für das Tiefziehen ausgelegt ist? Wir unterstützen Sie gerne bei der konstruktionstechnischen Auslegung und Umsetzung Ihrer Tiefziehteile und empfehlen für mehr Verständnis unseren Design-Guide.
Häufige Fragen zur Konstruktion von Kunststoff Tiefziehteilen
Gravuren: negativ (versenkt) sind günstiger, positiv (erhaben) sind teurer. Befestigungspunkte wie Schrauben oder Nieten sollten früh geplant werden, abhängig von Belastung und Nutzung.
Weiterführende Inhalte
Blog
Konstruktionsdaten im Thermoforming: Diese Faktoren sind zu beachten
Tiefziehteile sind kundenspezifisch und werden individuell in einem CAD-Format konstruiert. Bevor ein Tiefziehwerkzeug gefertigt wird, erfolgt ein kundenseitiger Freigabeprozess der CAD Daten, bzw. der daraus abgeleiteten, bemaßten PDF Zeichnung. Dieser Beitrag erläutert den Erstellungs- und Freigabeprozess der Konstruktionsdaten eines Kunststoff Tiefziehteils und hebt die wichtigsten Faktoren hervor, die auf Kundenseite bei der Freigabe wichtig sind.
Blog
Design for Manufacturing (DfM): Leitfaden für fertigungsgerechtes Design
Mit der neuen Design for Manufacturing Analyse von formary gibt es jetzt die Möglichkeit, CAD-Daten in Sekundenschnelle auf Tiefziehbarkeit zu prüfen - und so potenzielle Fehlerquellen früh zu erkennen, bevor sie teuer werden. Welche Funktionen die DfM-Software bietet und was das Design for Manufacturing Prinzip beinhaltet, erfahren Sie im Beitrag.
Blog
Tiefziehwerkzeug für Kunststoff Tiefziehteile: Aufbau, Werkzeugtypen und Herstellung
Kunststoff Thermoformen ist ein Verfahren, bei dem eine Kunststofffolie- oder Platte erhitzt und über eine Form gezogen wird, um verschiedene dreidimensionale Objekte zu erzeugen. Ein entscheidender Aspekt beim Tiefziehprozess ist das Werkzeug, das verwendet wird, um die gewünschte Form zu erzielen.
Blog
CAD-Modelle auf Tiefziehbarkeit prüfen: Der Leitfaden für Konstrukteure
Ob ein Kunststoffteil tiefziehbar ist, entscheidet sich im CAD-Modell. Wer Geometrie, Wandstärken und Entformbarkeit erst nach der ersten Bemusterung diskutiert, zahlt diese Schleife mit Werkzeugänderungen, Materialausschuss und verlorenen Wochen im Projektplan. Konstruktionsbegleitend lässt sich das vermeiden: mit einem strukturierten Check, der jedes Modell entlang dieses Leitfadens prüft und dabei die typischen Fehlerquellen früh sichtbar macht.
Blog
Jetzt live: Tray-Design direkt aus CAD-Daten im Browser erstellen
Die Planung von Kunststofftrays für Transport, Lagerung oder automatisierte Fertigungsprozesse beginnt häufig mit dieser Frage: Wie sieht ein passendes Tray für das Bauteil überhaupt aus? Genau diese Frage beantwortet der neue webbasierte 3D Tray Generator in Sekundenschnelle. Mehr dazu im Beitrag.
Tiefziehteile einfach gemacht. Mit formary.
Erhalten Sie noch heute Ihr unverbindliches Angebot.