CAD-Modelle auf Tiefziehbarkeit prüfen: Der Leitfaden für Konstrukteure
Ob ein Kunststoffteil tiefziehbar ist, entscheidet sich im CAD-Modell. Wer Geometrie, Wandstärken und Entformbarkeit erst nach der ersten Bemusterung diskutiert, zahlt diese Schleife mit Werkzeugänderungen, Materialausschuss und verlorenen Wochen im Projektplan. Konstruktionsbegleitend lässt sich das vermeiden: mit einem strukturierten Check, der jedes Modell entlang dieses Leitfadens prüft und dabei die typischen Fehlerquellen früh sichtbar macht.
Sarah Guaglianone
Aktualisiert am 2. Juli 2026
Teilen
Inhalte
So prüfen Sie Ihr CAD-Modell auf Tiefziehbarkeit - Das Wichtigste in Kürze
Ein CAD-Modell auf Tiefziehbarkeit zu prüfen heißt, das Bauteil entlang einer definierten Zugrichtung auf sieben Punkte hin zu bewerten: 3D-Modellqualität, Zugrichtung und Werkzeugseite, Entformschrägen, Radien, Verstreckungsverhältnis und resultierende Wandstärken, Engstellen und Hinterschnitte sowie eine dokumentierte Abnahme.
Die Prüfung lässt sich manuell mit den Standardfunktionen gängiger CAD-Systeme wie CATIA, Creo, NX, SolidWorks oder Inventor durchführen.
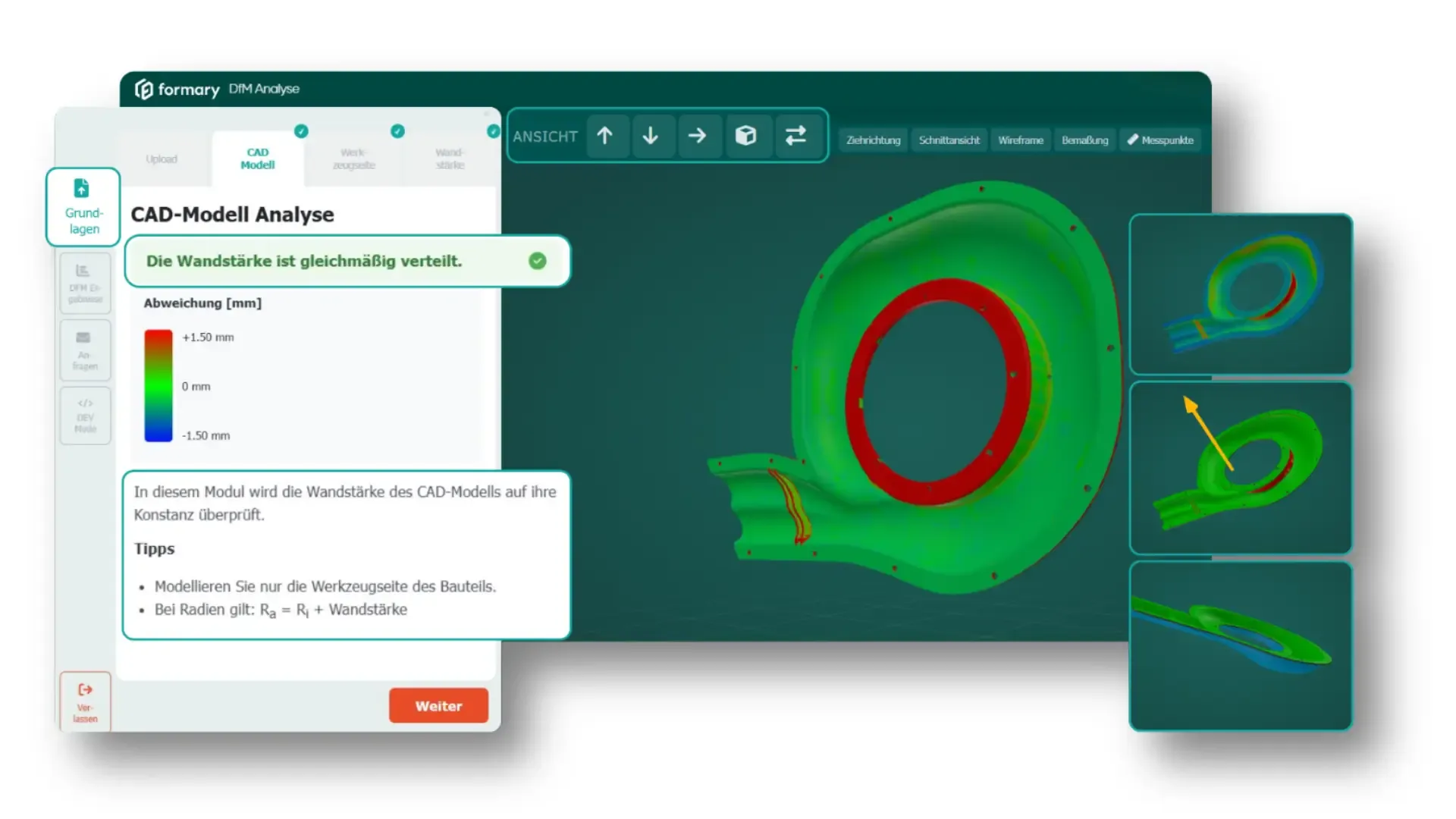
Die formary DfM-Analyse führt diese Prüfung automatisiert auf einem STEP-Upload durch und liefert eine farbcodierte 3D-Auswertung sowie einen PDF-Bericht.
→ Sie haben ein CAD-Modell, das Sie auf Tiefziehbarkeit prüfen möchten? Buchen Sie eine Demo und wir gehen mit Ihnen gemeinsam Ihre Daten in unserer DfM-Analyse durch.
Warum sich eine Tiefziehbarkeits-Prüfung im CAD lohnt
Beim Kunststoff Tiefziehen wird eine erwärmte Halbzeugplatte oder -folie über ein Werkzeug gezogen und durch Vakuum oder Druckluft in Form gebracht. Das Bauteil entsteht also nicht durch das Einspritzen von Material in eine geschlossene Kavität (wie beim Spritzguss), sondern durch das Verstrecken eines ursprünglich gleichdicken Ausgangsmaterials über eine Form.
Dadurch ergeben sich Wandstärken, Radien und Geometrieübergänge direkt aus der späteren Materialverteilung.
Warum die Werkzeugseite entscheidend ist
Für die Konstruktion hat das zwei wichtige Konsequenzen. Erstens ist Tiefziehen in der Regel ein einseitig werkzeuggebundenes Verfahren. Die formgebende Kontur liegt auf einer Werkzeugseite. Anschließend muss das Bauteil wieder sicher aus dem Werkzeug entformt werden können.
Geometrien mit Hinterschnitten, geschlossenen Konturen oder fehlenden Entformschrägen sind daher kritisch oder nicht tiefziehfähig. Schon im CAD-Modell sollte deshalb klar definiert werden, welche Seite Werkzeugseite ist und in welcher Richtung das Bauteil entformt wird.
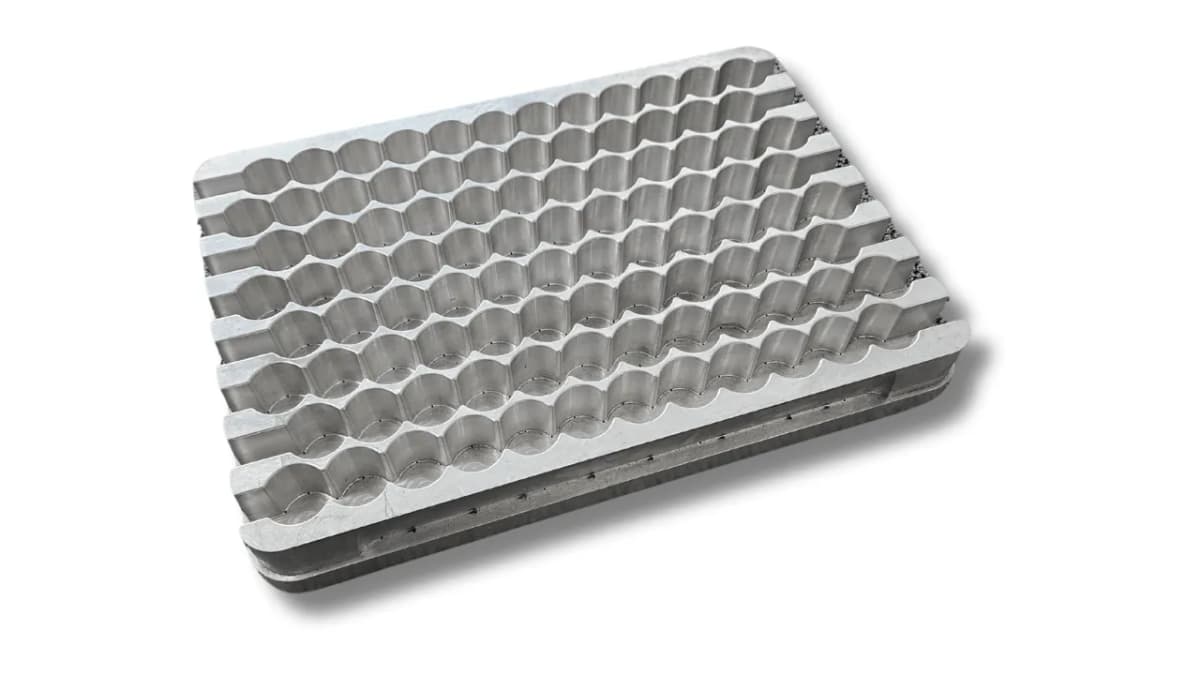
Beispiel eines Tiefziehwerkzeugs aus Aluminium
Warum Wandstärken nicht frei aufgebaut werden können
Zweitens lassen sich lokale Materialanhäufungen nicht beliebig aufbauen. Während beim Spritzguss gezielt Rippen, Dome oder massive Funktionsbereiche mit zusätzlichem Material ausgeformt werden können, entsteht ein Tiefziehteil allein durch Umformen und Verstrecken der vorhandenen Platte oder Folie.
Extreme Materialverdickungen oder stark materialintensive Features sind deshalb nur eingeschränkt oder gar nicht realisierbar. Entscheidend ist nicht nur die gezeichnete Geometrie, sondern auch die Frage, wie stark sich das Material an tiefen, engen oder scharfkantigen Bereichen ausdünnt.
Nicht jede CAD-Geometrie ist tiefziehbar
Nicht jede Geometrie, die für Spritzguss, 3D-Druck oder Zerspanung geeignet wäre, kann man automatisch tiefziehen. Genau hier setzt Design for Manufacturing an: Das CAD-Modell wird früh darauf geprüft, ob Zugrichtung, Werkzeugseite, Wandstärkenverlauf, Radien, Entformbarkeit und kritische Geometrien zum Tiefziehprozess passen.
Je früher diese Prüfung erfolgt, desto einfacher lassen sich konstruktive Anpassungen noch umsetzen. Besonders in der Entwicklungsphase können kleine Änderungen an Radien, Schrägen oder Bauteiltiefen später große Auswirkungen auf Werkzeugkosten, Musterqualität und Projektlaufzeit haben.
Typische Folgen einer zu späten Machbarkeitsprüfung
Wenn ein CAD-Modell erst nach der ersten Bemusterung auf Tiefziehbarkeit bewertet wird, werden kritische Stellen oft spät sichtbar. Typische Folgen sind:
zu dünne Wandbereiche
gerissene Ecken
Bauteile, die sich nicht sicher aus dem Werkzeug entformen lassen
nachträgliche Werkzeugänderungen
zusätzliche Abstimmungsschleifen vor Freigabe oder Serienstart
Eine konstruktionsbegleitende Prüfung reduziert diese Risiken, weil kritische Geometrien bereits vor Werkzeugbau, Anfrage oder Bemusterung erkannt werden.
So lässt sich der Check durchführen
Der folgende Leitfaden lässt sich direkt auf einem aktuellen STEP-Modell durchführen: entweder manuell mit den Standardfunktionen Ihres CAD-Systems oder automatisiert über die formary DfM-Analyse.
Dabei werden die wichtigsten Einflussfaktoren sichtbar: Zugrichtung, Werkzeugseite, Entformbarkeit, Radien, Verstreckung, resultierende Wandstärken sowie mögliche Hinterschnitte oder Engstellen.
7 Punkte, auf die Sie bei der Machbarkeitsprüfung von Kunststoff Tiefziehteilen achten sollten
Die folgenden sieben Prüfpunkte helfen dabei, ein CAD-Modell systematisch auf seine Tiefziehbarkeit zu bewerten. Sie zeigen, welche Aspekte Konstrukteure und Entwickler bereits vor der Anfrage prüfen können und an welchen Stellen ein automatisierter Tiefzieh-Check zusätzliche Sicherheit schafft.
1. CAD-Modell-Hygiene und Geometrie-Validität
Bevor Sie inhaltlich prüfen, analysieren Sie die Modellqualität. Denn eine Tiefziehbarkeitsprüfung ist nur so belastbar wie das CAD-Modell, auf dem sie basiert. Wichtig ist vor allem, dass das Modell das tiefgezogene Bauteil realistisch abbildet und keine unnötigen Baugruppeninformationen enthält.
Prüfen Se deshalb zuerst:
Geschlossener Volumenkörper: Das Modell sollte als sauberer Volumenkörper aufgebaut sein und keine offenen Fläche enthalten.
Konstante Wandstärke im CAD-Modell: Das Bauteil sollte mit einer einheitlichen Ausgangswandstärke modelliert sein. Idealerweise wird zunächst eine Fläche modelliert und anschließend aufgedickt. So lässt sich eine konstante Wanddicke im CAD-Modell am zuverlässigsten sicherstellen.
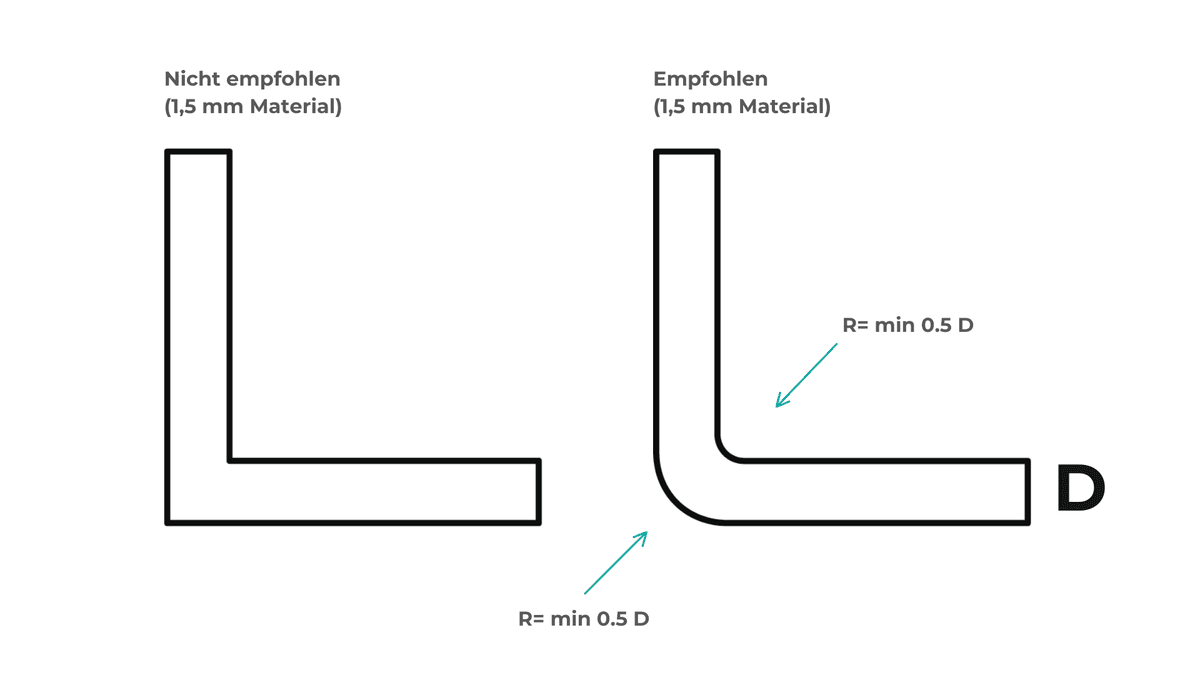
Radien an allen relevanten Geometrieübergängen: Abgesehen von späteren Schnitt- oder Besäumkanten sollten am Modell Radien vorgesehen sein. Scharfe Innen- und Außenecken führen beim Tiefziehen häufig zu lokaler Ausdünnung, Rissbildung oder ungleichmäßigem Materialfluss.
Format: Exportieren Sie als STEP (.step / .stp). STEP ist der robusteste neutrale Austauschstandard für Tiefziehbewertungen und der Eingangsdatentyp, den der formary Tiefzieh-Check verarbeitet.
Sauberer Nullpunkt: Ein sinnvoll gesetzter Nullpunkt, idealerweise im Zentrum des Bauteils, erleichtert die weitere Verarbeitung und Bewertung des Modells.
Vereinfachung: Schrauben, Inserts, Logos als separate Bauteile ausblenden. Geprüft wird die tiefgezogene Schale, nicht die Baugruppe.
Die meisten CAD-Systeme bieten eine Geometrie-Diagnose, mit der sich offene Flächen, Selbstdurchdringungen und fehlerhafte Normalen vor dem Export finden lassen. Lassen Sie diese Prüfung einmal durchlaufen, bevor Sie das Modell weitergeben.
💡 Wichtig: Eine konstante Wandstärke im CAD-Modell bedeutet nicht, dass das spätere Tiefziehteil überall die gleiche Wandstärke hat. Sie bildet lediglich die definierte Ausgangsgeometrie ab. Die tatsächliche Wanddickenverteilung entsteht erst durch Materialverstreckung im Tiefziehprozess.
2. Zugrichtung und Werkzeugseite definieren
Tiefziehen kennt nur eine Zugrichtung. Diese muss nicht zwingend bereits über die Ausrichtung des CAD-Modells festgelegt sein, sollte aber vor der eigentlichen Tiefziehbarkeitsprüfung definiert werden. Erst dann lassen sich Radien, Entformschrägen, Hinterschnitte und Wandstärkenverläufe sinnvoll bewerten.
Praktisch heißt das:
Welche Achse ist die spätere Entformrichtung?
Welche Seite liegt direkt am Werkzeug an?
Welche Seite muss maßhaltig gefertigt werden?
Welche Kontur ist funktional entscheidend: Innenkontur oder Außenkontur?
Erst mit definierter Zugrichtung und festgelegter Werkzeugseite lassen sich alle weiteren Checks sinnvoll bewerten.
Warum die maßhaltige Seite wichtig ist
Die Wahl des Formverfahrens bestimmt, welche Seite des Tiefziehteils direkt am Werkzeug anliegt und dadurch genauer abgebildet werden kann. Diese Seite ist besonders wichtig, wenn bestimmte Bereiche später eine funktionale Aufgabe erfüllen, zum Beispiel Formnester in einem Tray oder Anlageflächen in einem Inlay.
Bereits im CAD-Modell sollte deshalb klar sein, welche Seite später besonders genau gefertigt werden muss.
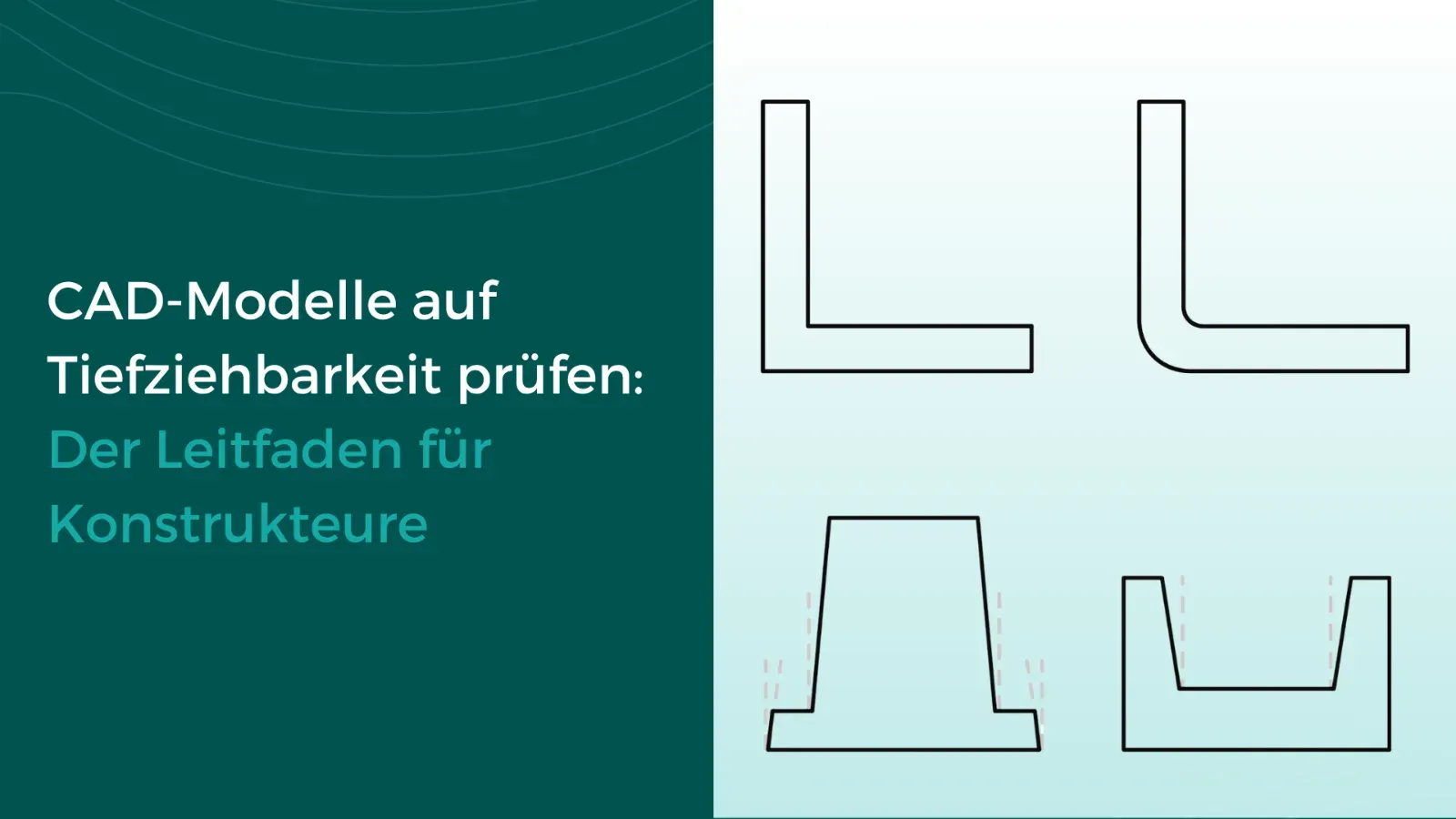
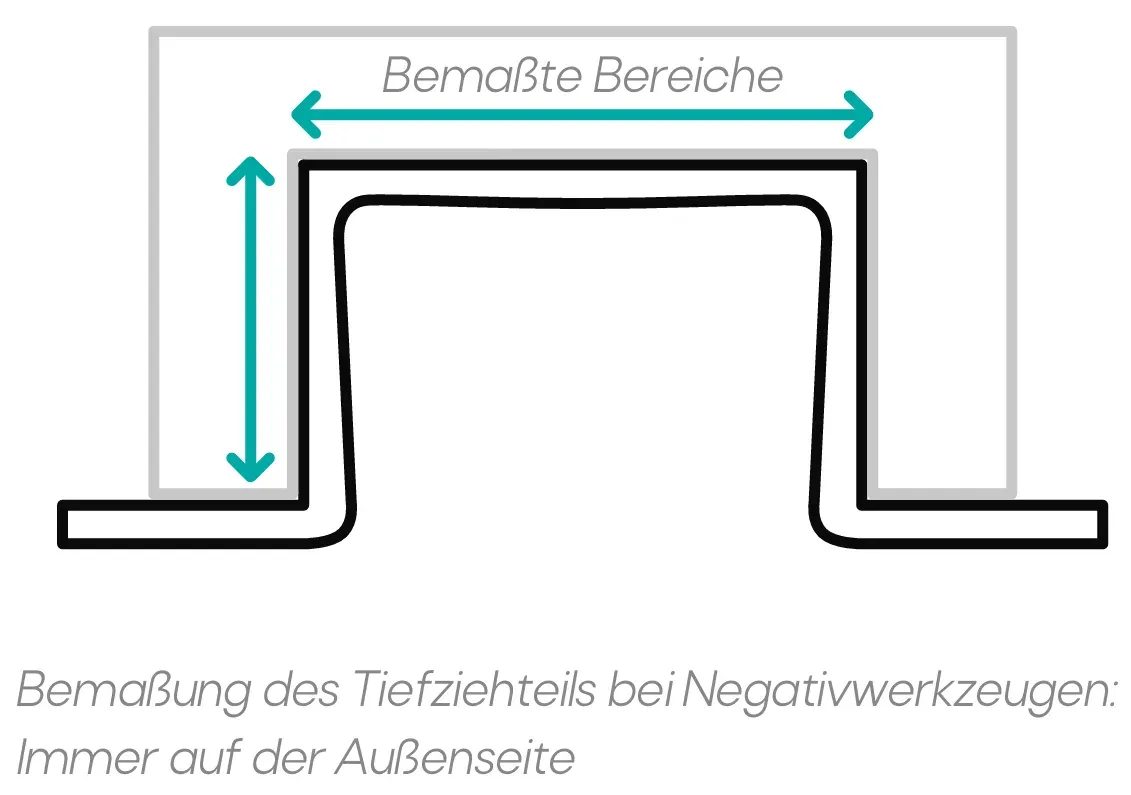
Negativformen: Außenkontur maßhaltig
Bei einer Negativform wird das erwärmte Material in eine Kavität gezogen. Das Material wird gegen die werkzeugzugewandte Außenseite gepresst. Dadurch ist vor allem die Außenkontur maßhaltig.
Die Innenkontur ergibt sich dagegen aus Materialdicke, Verstreckung und Materialfluss. Sie ist daher nur eingeschränkt direkt bemaßbar. Negativformen eignen sich besonders, wenn die äußere Bauteilgeometrie entscheidend ist oder wenn Vertiefungen, Taschen und Kavitäten abgebildet werden sollen.
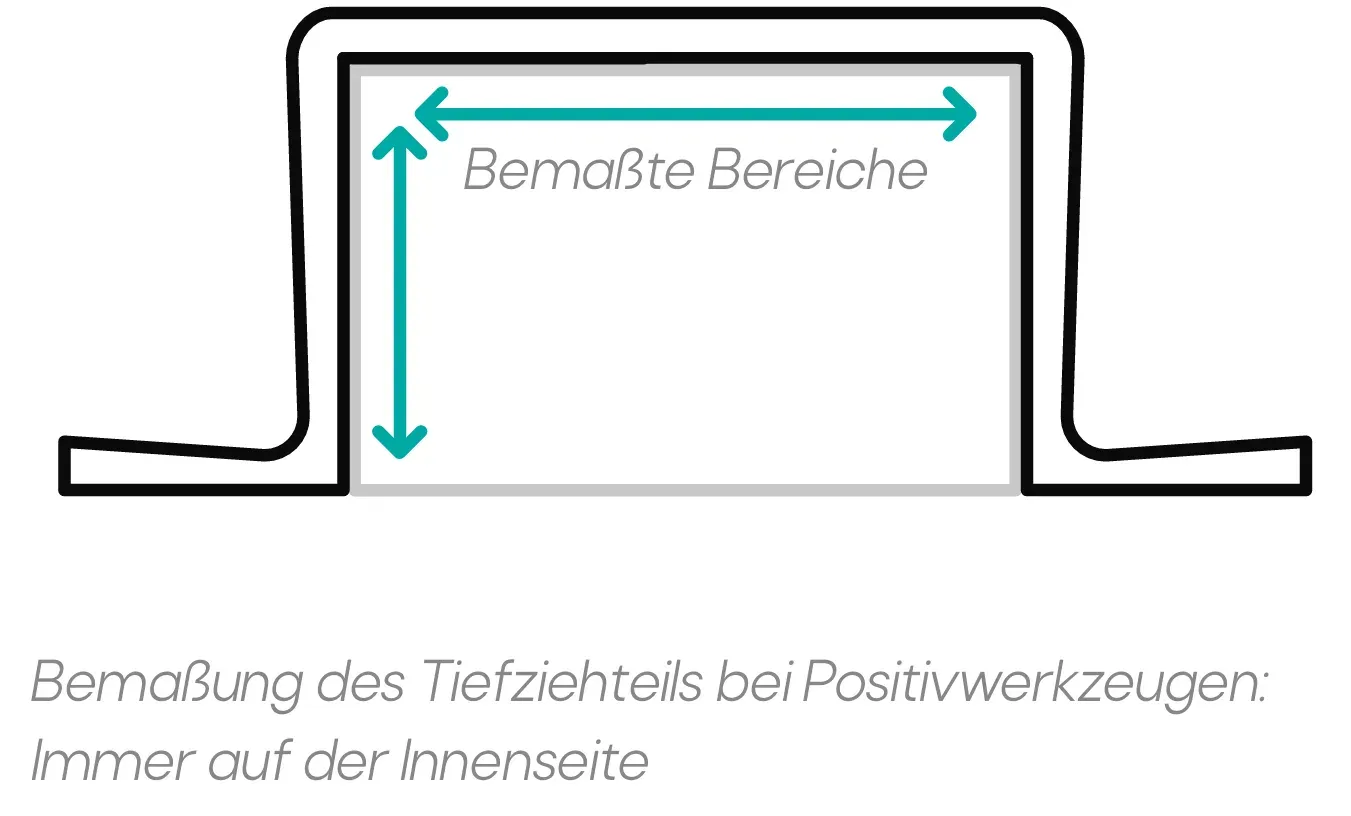
Positivformen: Innenkontur maßhaltig
Bei einer Positivform wird das Material über eine erhabene Werkzeugkontur gezogen. Das Material liegt auf der werkzeugzugewandten Innenseite an. Dadurch kann vor allem die Innenkontur genau bemaßt werden.
Die Außenkontur ergibt sich aus Materialdicke, Streck- und Fließverhalten. Positivformen eignen sich besonders, wenn Innenkonturen funktional entscheidend sind, zum Beispiel bei Trays, Inlays oder Werkstückträgern, in denen Bauteile sicher geführt, fixiert oder positioniert werden müssen.
Was das für die CAD-Prüfung bedeutet
Für die Konstruktion heißt das: Legen Sie vor der Tiefziehbarkeitsprüfung fest, welche Seite des Bauteils später maßgeblich ist. Bei Trays, Inlays oder Werkstückträgern sind häufig die Innenkonturen der Nester relevant, weil dort Bauteile sicher fixiert werden müssen. Bei Gehäusen, Abdeckungen oder Verkleidungsteilen kann dagegen die Außenkontur entscheidend sein, etwa wegen Einbauraum, Optik oder angrenzenden Baugruppen.
Erst wenn Zugrichtung, Werkzeugseite und maßhaltige Seite festgelegt sind, lassen sich Entformschrägen, Radien, Hinterschnitte und Wandstärkenverläufe sinnvoll bewerten.
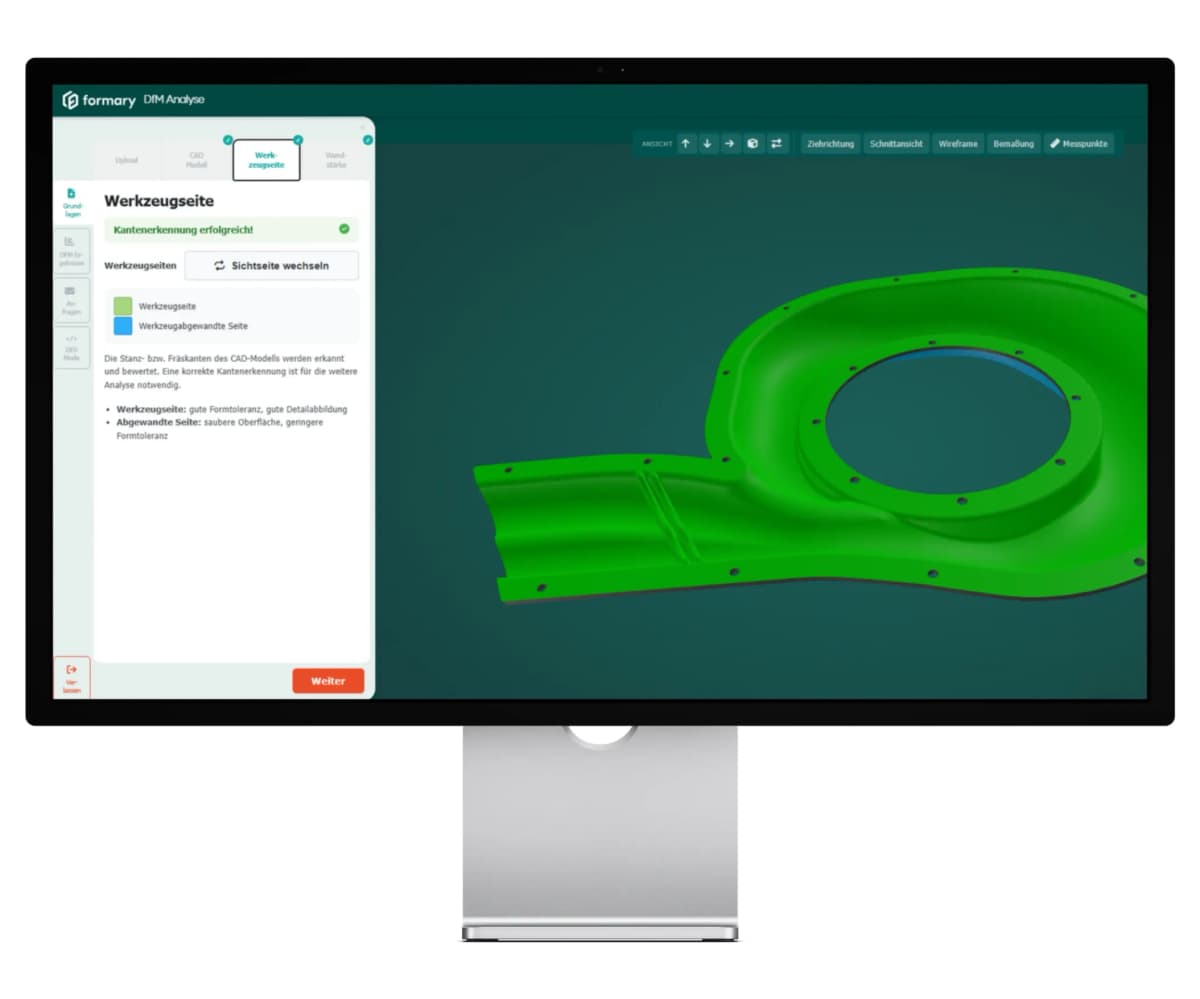
💡 Im formary Tiefzieh-Check werden Stanz- bzw. Fräskanten im CAD-Modell automatisch erkannt.
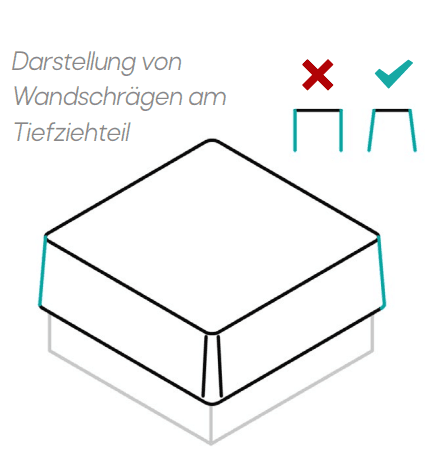
3. Entformschrägen prüfen
Jede Fläche parallel zur Zugrichtung braucht eine Entformschräge, sonst klemmt das Bauteil im Werkzeug. Eine Faustregel beim Tiefziehen ist, Innenflächen großzügiger zu entformen als Außenflächen, weil das aufschrumpfende Material sonst am Werkzeug anliegen bleibt.
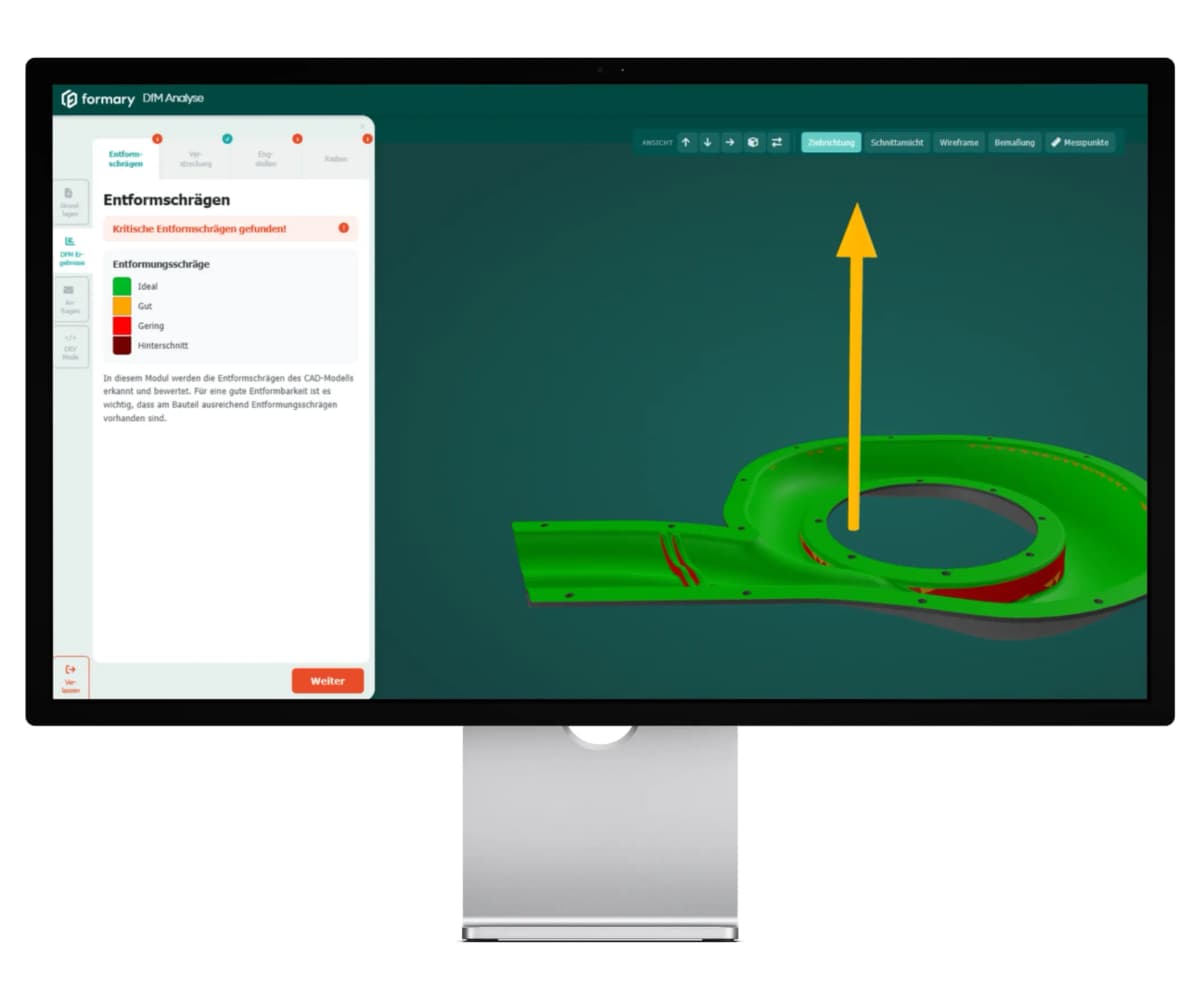
Die meisten CAD-Systeme bieten eine Formschräge- oder Draft-Analyse, in der Sie die Zugrichtung als Z-Achse vorgeben und die Software alle Flächen unter einem festgelegten Grenzwinkel rot einfärbt. Achten Sie besonders auf senkrecht zur Z-Achse stehende Wände an Versteifungsrippen, tiefen Kavitäten und Stegen.
💡 Der formary Tiefzieh-Check führt diesen Schritt automatisch durch, kritische Bereiche ohne ausreichende Schräge werden hervorgehoben.
4. Radien analysieren
Zu kleine Radien sind die häufigste Ursache, dass ein Bauteil reißt oder lokal extrem ausdünnt. Das Tiefziehverfahren verteilt das Material über Krümmungen, scharfe Ecken zwingen das Material in einen Bereich, in dem es nicht mehr nachfließt.
Prüfen Sie systematisch:
Außenradien an Übergängen von Boden zur Seitenwand.
Innenradien an Stegen, Versteifungen und Vertiefungen.
Eckenradien, an denen sich drei Flächen treffen, sind die kritischsten Stellen.
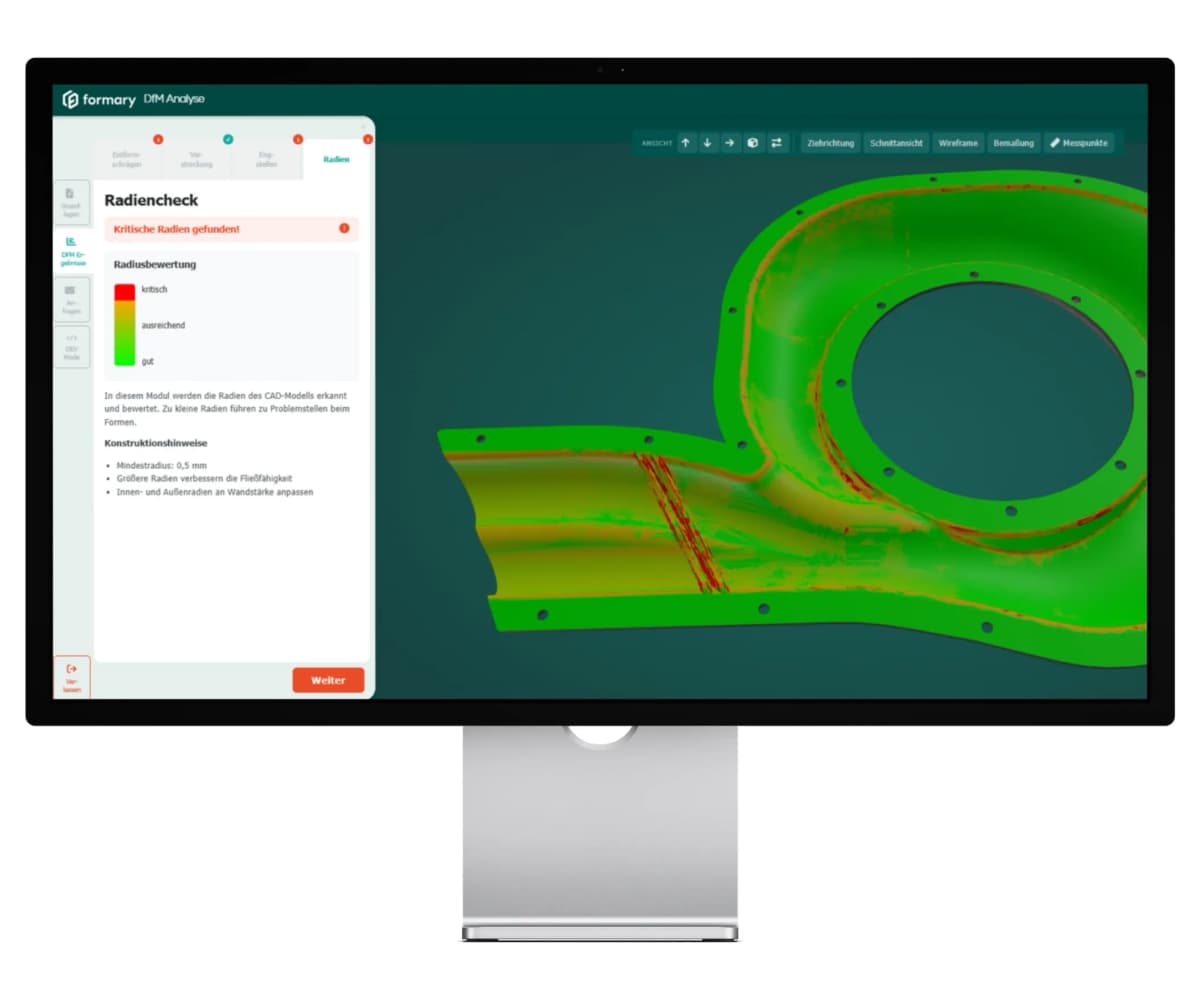
Nutzen Sie die Krümmungs- oder Radienanalyse Ihres CAD-Systems, um Radien unter Ihrem definierten Grenzwert farbig zu markieren.
💡 In der formary DfM-Analyse werden zu kleine Radien automatisch erkannt und farblich hervorgehoben.
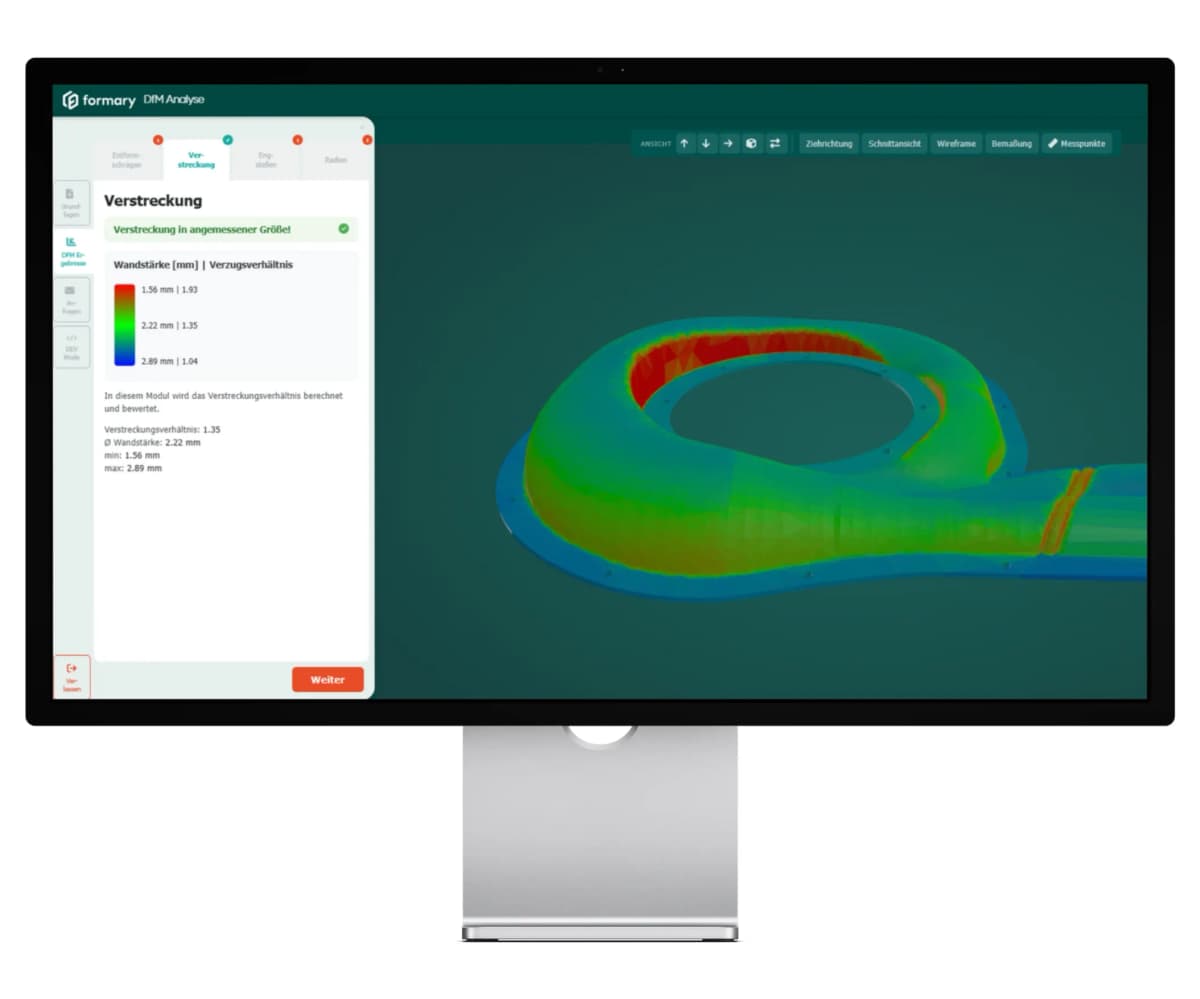
5. Verstreckungsverhältnis und resultierende Wandstärke
Das ist der eigentliche Knackpunkt, der Tiefziehen von anderen Verfahren unterscheidet. Aus einer Halbzeugplatte definierter Dicke entsteht ein Bauteil, dessen lokale Wandstärke vom Verstreckungsverhältnis abhängt: Je tiefer die Geometrie an einer Stelle, desto stärker dünnt das Material aus.
Wichtig ist: Eine gleichbleibende Wandstärke ist beim Thermoforming in der Regel nicht möglich. Das Material wird aus einer ursprünglich etwa gleich dicken Rollen- oder Plattenware verstreckt. Die resultierende Wanddickenverteilung ist nach der Formgebung deshalb nicht konstant, sondern hängt davon ab, wie stark das Material an den einzelnen Bereichen des Bauteils gedehnt wird.
Diese Dickenunterschiede lassen sich durch konstruktive Anpassungen und prozesstechnische Maßnahmen reduzieren, zum Beispiel durch größere Radien, geringere Bauteiltiefen, angepasste Zugrichtung oder das Vorstrecken mit einem Oberstempel. Vollständig vermeiden lassen sie sich jedoch nicht. Auch die exakte spätere Wandstärke bleibt prozessabhängig und kann vor der Fertigung nur näherungsweise bewertet werden.
Praktisch zu prüfen:
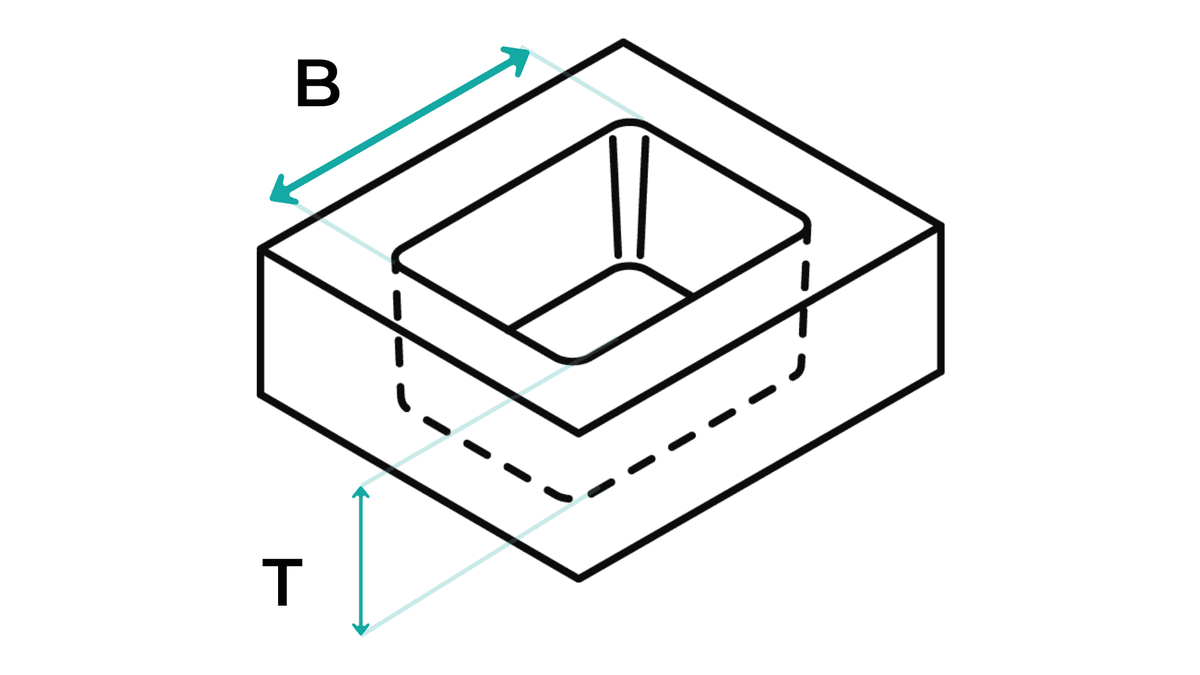
Tiefe-zu-Breite-Verhältnis der tiefsten Kavität. Je größer, desto stärker die lokale Ausdünnung.
Lokale Spitzen an scharfen Ecken oder schmalen Stegen, in denen das Material überproportional gedehnt wird.
Mindestwandstärke an der dünnsten Stelle, abgeglichen mit Ihrer mechanischen Anforderung.
Funktionale Wandstärkenanforderungen: Welche Bereiche müssen aus mechanischen, optischen oder montagebedingten Gründen eine Mindestwandstärke erreichen?
💡 In klassischen CAD-Systemen lässt sich das nur über manuelle Schnitte und Schätzungen ableiten. Der formary Tiefzieh-Check rechnet das automatisch und berechnet das lokale Verstreckungsverhältnis und macht sichtbar, wie stark das Material an verschiedenen Stellen des Bauteils gedehnt wird.
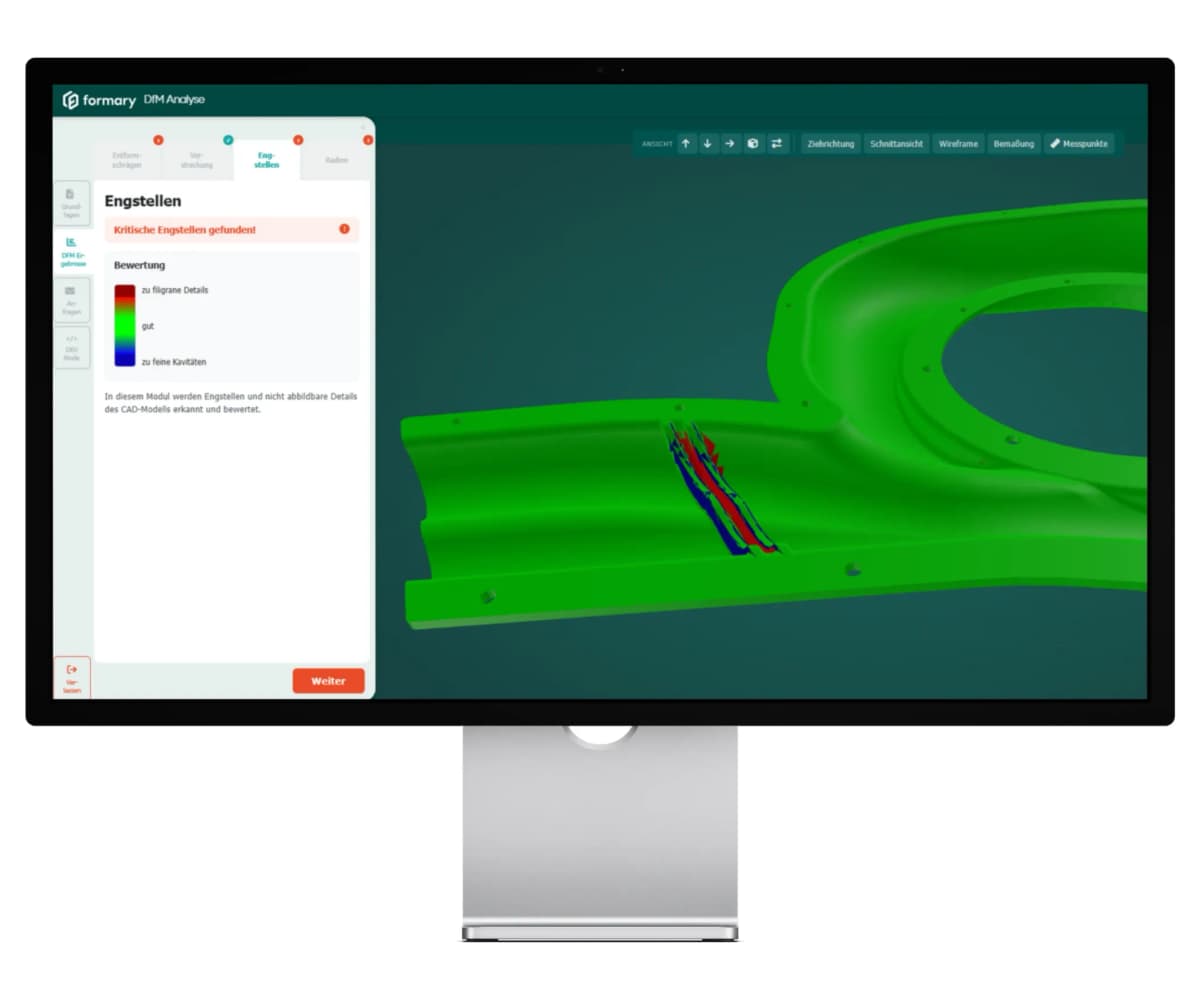
6. Engstellen, Kanten und Hinterschnitte
Hier identifizieren Sie Geometrien, die in der Theorie zeichenbar, aber praktisch nicht tiefziehbar sind:
Abbildung eines Hinterschnitts
Engstellen: schmale Schlitze, filigrane Vertiefungen oder Kavitäten, in die das warme Material nicht hineinfließt.
Hinterschnitte gegen die Zugrichtung: Bereiche, die das Werkzeug nicht freigeben kann. Falls unverzichtbar, müssen Schieber oder Mehrteilwerkzeuge eingeplant werden, mit entsprechendem Kosten- und Komplexitätszuschlag.
Stanz- und Schnittkanten: ab welcher Kante das Halbzeug später besäumt wird. Diese Kanten beeinflussen die Werkzeugkontur und die nutzbare Bauteilhöhe.
Visualisieren Sie das im CAD über Schnitte entlang der Zugrichtung.
💡 Im automatisierten Check werden filigrane Bereiche mit unzureichender Wandstärke rot dargestellt, feine Kavitäten, die vom Material nicht abgebildet werden können, blau.
7. Bewertung und Dokumentation
Ein CAD-Check ist nur dann nützlich, wenn das Ergebnis dokumentiert in die nächste Iteration zurückläuft. Halten Sie pro Geometriebereich fest:
Wenn Sie Ihr CAD-Modell anhand dieser sieben Punkte vorbereiten, schaffen Sie eine gute Grundlage für die weitere Werkzeug- und Materialentscheidung. Viele typische Risiken im Tiefziehen lassen sich dadurch bereits früh erkennen, etwa zu kleine Radien, fehlende Entformschrägen, ungünstige Verstreckung oder kritische Hinterschnitte.
Für eine belastbare Bewertung reicht eine manuelle Prüfung jedoch nicht immer aus. Besonders bei komplexeren Geometrien kann eine digitale DfM-Analyse helfen, kritische Bereiche im STEP-Modell sichtbar zu machen und die Tiefziehbarkeit strukturierter zu bewerten. Die formary DfM-Analyse prüft unter anderem Radien, Wandstärken, Verstreckung und Entformbarkeit und stellt die Ergebnisse farbcodiert sowie in einem PDF-Bericht dar.
So lässt sich besser einschätzen, ob das Bauteil direkt in die nächste Projektphase gehen kann oder ob konstruktive Anpassungen vor Werkzeugbau, Bemusterung oder Angebotsanfrage sinnvoll sind.
Häufige Fragen zur Machbarkeitsprüfung von Tiefziehteilen
Der formary Tiefzieh-Check akzeptiert aktuell ausschließlich STEP. Exportieren Sie Ihr Modell als .step oder .stp, idealerweise als Einzelteil ohne Baugruppen-Overhead.
Nein. Eine reine Wandstärkenanalyse zeigt die Geometriedicke, nicht die spätere Bauteilwandstärke nach dem Tiefziehen. Diese ergibt sich erst aus dem lokalen Verstreckungsverhältnis bezogen auf die Halbzeug-Ausgangsstärke.
Die Werkzeugseite bestimmt, welche Bauteilseite beim Tiefziehen direkt am Werkzeug anliegt und dadurch genauer abgebildet werden kann. Bei Negativformen ist vor allem die Außenkontur maßhaltig, bei Positivformen vor allem die Innenkontur. Deshalb sollte bereits im CAD-Modell festgelegt werden, welche Seite funktional entscheidend ist.
Ja, mit den Schritten 1 bis 7 lassen sich die kritischen Stellen identifizieren. Verstreckung und resultierende Wandstärken sind aber ohne Simulation nur schwer quantitativ abzuschätzen. Hier hilft entweder ein erfahrener Tiefzieh-Konstrukteur oder eine automatisierte DfM-Analyse.
Die DfM-Analyse von formary ist in der aktuellen Beta-Version kostenlos und wird über eine Demo mit dem Team zugänglich gemacht.
Weiterführende Inhalte
Blog
Design for Manufacturing (DfM): Leitfaden für fertigungsgerechtes Design
Mit der neuen Design for Manufacturing Analyse von formary gibt es jetzt die Möglichkeit, CAD-Daten in Sekundenschnelle auf Tiefziehbarkeit zu prüfen - und so potenzielle Fehlerquellen früh zu erkennen, bevor sie teuer werden. Welche Funktionen die DfM-Software bietet und was das Design for Manufacturing Prinzip beinhaltet, erfahren Sie im Beitrag.
Blog
Kunststoffteile konstruieren: 13 Designregeln für kunststoffgerechte Konstruktion im Thermoforming
Beim Konstruieren von Kunststoff Tiefziehteilen müssen bestimmte Designregeln beachtet werden, um Materialfehler, Verzug oder unnötige Kosten zu vermeiden. Faktoren wie Radien, Wandschrägen oder das Umformverhältnis haben direkten Einfluss auf die Bauteilqualität und Herstellbarkeit. In diesem Beitrag zeigen wir Ihnen die wichtigsten Konstruktionsregeln im Thermoforming. Praxisnah, verständlich und direkt umsetzbar.
Blog
Konstruktionsdaten im Thermoforming: Diese Faktoren sind zu beachten
Tiefziehteile sind kundenspezifisch und werden individuell in einem CAD-Format konstruiert. Bevor ein Tiefziehwerkzeug gefertigt wird, erfolgt ein kundenseitiger Freigabeprozess der CAD Daten, bzw. der daraus abgeleiteten, bemaßten PDF Zeichnung. Dieser Beitrag erläutert den Erstellungs- und Freigabeprozess der Konstruktionsdaten eines Kunststoff Tiefziehteils und hebt die wichtigsten Faktoren hervor, die auf Kundenseite bei der Freigabe wichtig sind.
Blog
Tiefziehwerkzeug für Kunststoff Tiefziehteile: Aufbau, Werkzeugtypen und Herstellung
Kunststoff Thermoformen ist ein Verfahren, bei dem eine Kunststofffolie- oder Platte erhitzt und über eine Form gezogen wird, um verschiedene dreidimensionale Objekte zu erzeugen. Ein entscheidender Aspekt beim Tiefziehprozess ist das Werkzeug, das verwendet wird, um die gewünschte Form zu erzielen.
Blog
Checkliste: 10 Angaben, die ein Kunststoff Tiefzieher von Ihnen braucht
Sie planen die Beschaffung von Kunststoff Tiefziehteilen und möchten eine Anfrage stellen. Doch welche Angaben braucht ein Tiefzieher wirklich, um Ihnen ein aussagekräftiges Angebot zu erstellen?Unvollständige Anfragen führen zu Rückfragen, verzögern die Angebotserstellung und erschweren die technische Bewertung. Wer die richtigen Informationen von Anfang an liefert, erhält schneller eine belastbare Einschätzung und vermeidet unnötige Abstimmungsschleifen.
Tiefziehteile einfach gemacht. Mit formary.
Erhalten Sie noch heute Ihr unverbindliches Angebot.