Thermoforming Tool for Plastic Thermoformed Parts: Structure, Types, and Manufacturing
Plastic thermoforming is a process in which a plastic sheet or film is heated and shaped over a mold to create various three-dimensional objects. A crucial element in the thermoforming process is the tooling used to achieve the desired shape.
Sarah Guaglianone
Updated on July 2, 2026
Share
Contents
Thermoforming Tools for Plastic Thermoformed Parts – Key Facts at a Glance
Thermoforming tools are indispensable in the thermoforming process, as they precisely shape plastic sheets and films, cool them, and define the surface quality. Each tool is individually designed for the specific product.
Aluminum is the standard material for durable production tools, while Ureol, 3D printing, and wood are mainly used for prototypes or small quantities to reduce costs and development time.
Negative and positive thermoforming tools differ in shaping and level of detail: Negative molds allow smooth surfaces and good wall thickness distribution, while positive molds are more cost-effective but less detailed.
What Is a Thermoforming Tool?
A thermoforming tool is a specialized tool used in the single-sheet or twin-sheet process to shape thermoplastic sheets or films, which are produced through plastic extrusion, into molded plastic components. The material is softened by heating and then formed into a shape using vacuum forming or pressure forming.
Why Is a Thermoforming Tool Necessary?
Thermoforming tools are essential for the deep-drawing process. Without a precise thermoforming tool, plastic cannot be shaped into the desired form. Each tool is custom-made for every product development, designed to meet specific requirements, and then installed in the machine for production—a process known as machine setup.
Custom Adaptation
Since thermoforming tools are tailored for each product, they are typically unique and adapted to the specific project’s production volume, quality standards, and tolerances.
Functions of Thermoforming Tools
Thermoforming tools serve multiple functions in the manufacturing process:
Shaping – The tool gives the heated plastic its final shape.
Cooling – It facilitates cooling to stabilize the form.
Surface Finish – The tool influences the texture and quality of the finished product’s surface.
Do You Need a New Thermoforming Tool for Every Product?
Yes, since thermoforming tools are custom-made for each product. However, once a tool is created, it can be used for tens or even hundreds of thousands of production cycles, especially if made from aluminum and properly maintained.
What is the Difference Between Single-Cavity and Multi-Cavity Tooling?
In thermoforming, a cavity refers to the representation of the product in the tool. Depending on the required quantity, the tool can be designed as a single-cavity or multi-cavity tool.
Single-Cavity Tool
One cavity on the tool represents the product to be thermoformed. For small quantities, the tool can be designed with just one cavity, known as a single-cavity tool. This means that only one part is produced per cycle.
Multi-Cavity-Tool
For large quantities, it is often worth creating a more cost-intensive multi-cavity tool. This means that the thermoforming tool does not contain just one shape of the thermoformed product, but several identical shapes that are produced per cycle. Each additional cavity in the tool reduces the required cycle time per part and therefore lowers the unit costs.
ℹ️ In our case study with NAEXT, you will learn how we were able to produce a battery housing including its corresponding cover in a single production step using a multi-cavity tool.
What Happens to Thermoforming Tools After Use?
After use, the tool is removed from the machine, cleaned, and inspected to ensure it is fully ready for the next application. If necessary, minor repairs or adjustments are made before the tool is stored by the thermoforming supplier.
What Materials are Used to Make a Thermoforming Tool?
Thermoforming tools are usually made of aluminum. However, in addition to aluminum, there are also other, more cost-effective material options that are mainly used for prototypes or sampling and can have a positive impact on costs:
Aluminum (Industry Standard for Serial Production)
Most commonly used due to its high precision, durability, and lightweight properties.
Water-cooled aluminum tools allow for fast cooling times, making them ideal for high-speed production.
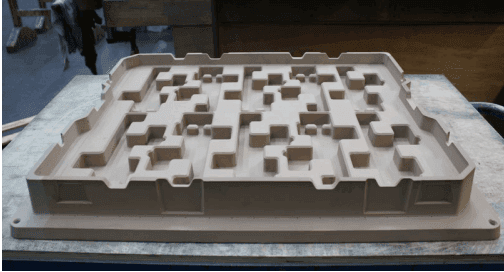
Aluminum deep drawing tool
Ureol (Polyurethane Foam)
Used for prototypes due to its low cost and easy machining.
Not as durable as aluminum and suitable only for limited production runs.
Deep-drawing tool made of ureol
3D-Printed Plastic
Fast and cost-effective for prototyping and testing.
Only capable of producing a small number of samples due to heat resistance limitations.
3D-printed thermoforming tool
Wood
Rarely used, as it wears out quickly and lacks precision.
Can be utilized for simple forming stamps or pre-stretching components.
Construction of Thermoforming Tools
The thermoforming tool consists of several components, including the mold itself, cooling channels that ensure uniform cooling, and holding devices that keep the plastic in position during the process. These elements work together during deep drawing to ensure precise and efficient shaping.
ℹ️ The mandatory tool set for deep drawing tools
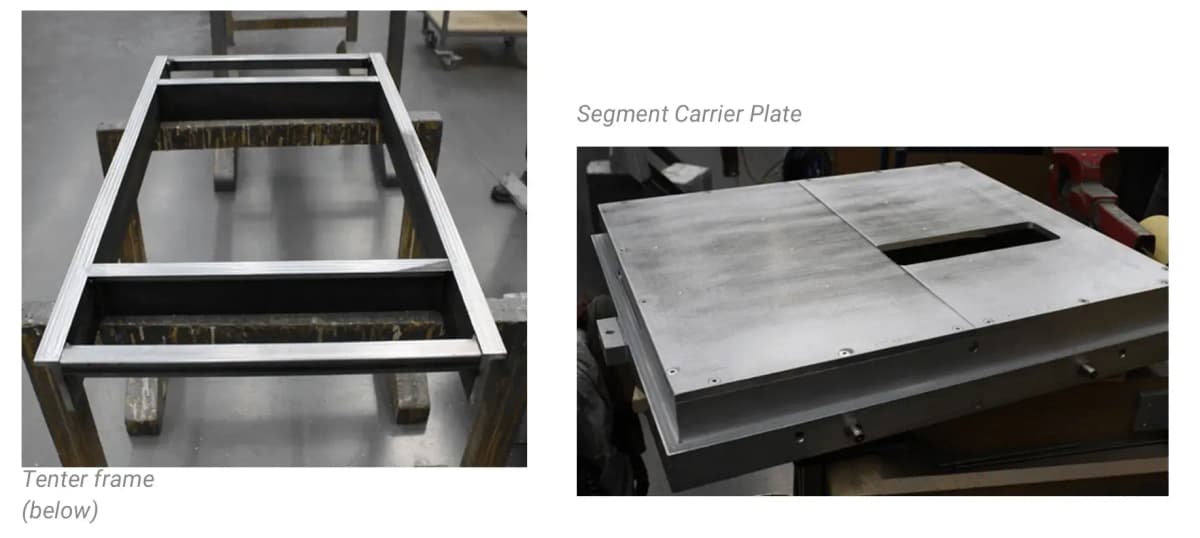
The simplest tool set always consists of a base, a segment carrier plate and a forming tool mounted on it.
Forming tool: The forming body of the deep drawing tool.
Segment carrier plate: The carrier plate for the forming tool.
Base: The segment carrier plate with the forming tool is screwed onto this. The base is the interface to the machine. Each machine requires an individual base, which is usually the same for certain models depending on the manufacturer.
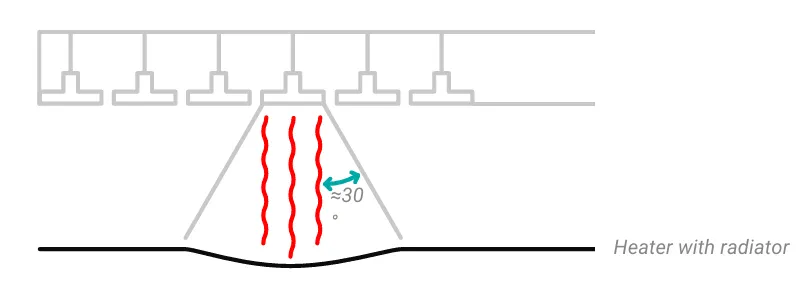
The aim is to keep the deep-drawing tool within a constant temperature range in order to achieve a uniform result.
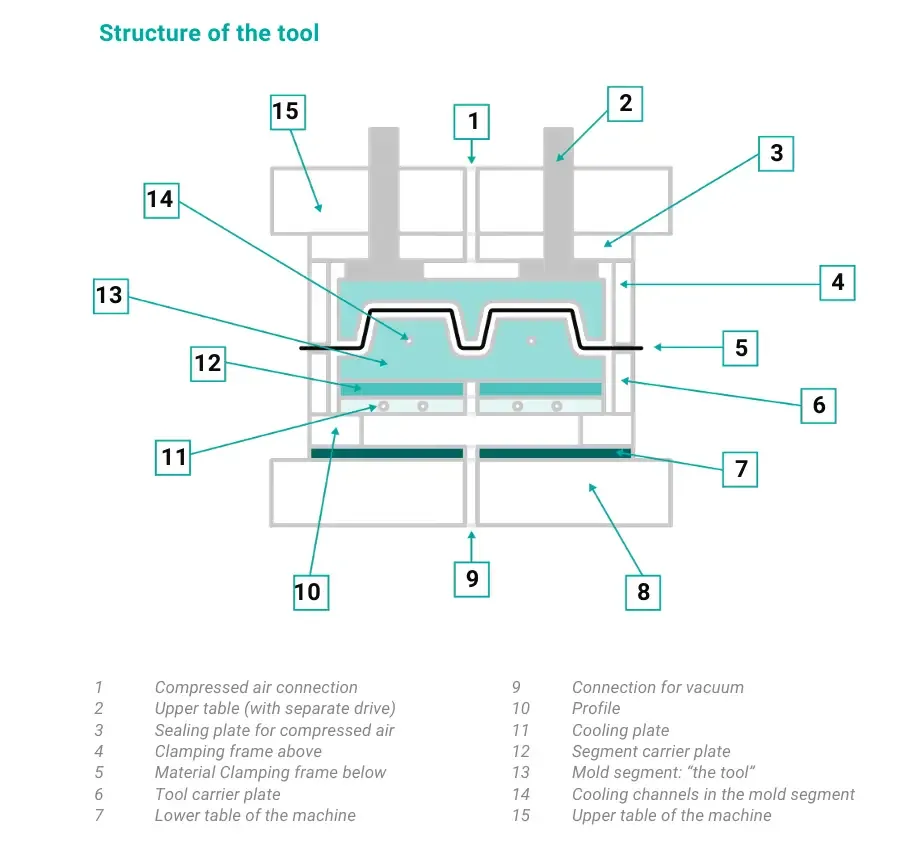
The illustration shows a cross-section of the entire structure of a tool, including some standard tool components. Shown here are the machine base (8) and the carrier plate (7 in petrol), on which the positive mold (13) is mounted, which works with compressed air (1) and vacuum (9). The material (5), i.e. the plastic roll or sheet, is marked in black here.
Additional Components of Thermoforming Tools
In addition to the mandatory tool set (which of course also varies from machine to machine), further tool components can be created. Each of these components fulfills a specific purpose. When designing the deep-drawing tool, a decision is made as to whether and in what form separate components need to be created.
Optical and Mechanical Requirements
This depends primarily on the optical and mechanical requirements of the deep-drawn part. In some cases, additional components are used “only” to optimize the result, while in others, additional components are essential for a functional part. It is important to consider the tool options available.
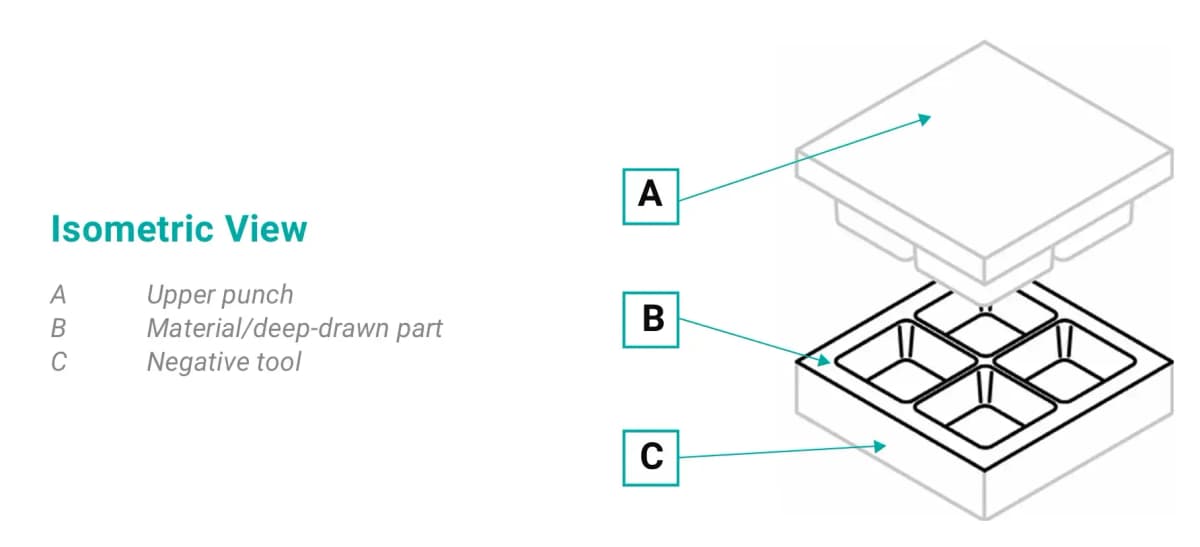
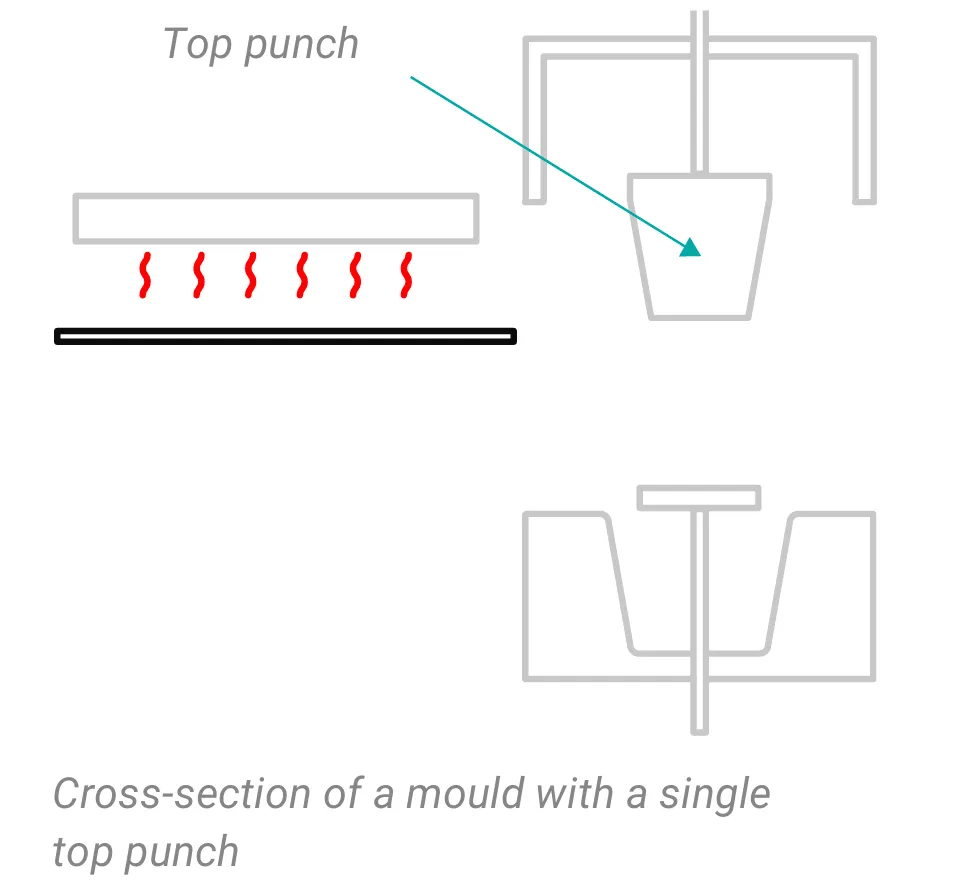
Pre-stretching punch
The pre-stretching punch, also known as the upper punch, is used to pre-stretch and shape the material in order to achieve better forming sharpness. Pre-stretching distributes the material more evenly, which allows for deep, complex shapes and the use of thinner starting thicknesses.
Automated ejectors support demolding. These are used to achieve faster cycle times and to automatically feed the deep-drawn parts to a stacking unit.
Stacking stations
After the deep-drawn part has been removed from the deep-drawing tool, stacking stations can automatically stack the parts into stacking units. This facilitates the removal and packaging process from the machine.
What is the Difference Between Positive and Negative Tools in Thermoforming?
Basically, during the forming process, the semi-finished product is stretched into the desired shape by placing the heated material in a rubber-elastic form on the tool and allowing it to cool.
The forming process can be divided into two types: positive and negative molding. The choice of process depends primarily on which side of the deep-drawn part must be dimensionally accurate and whether the required stability must be maintained at the bottom or at the edge of the plastic deep-drawn part.
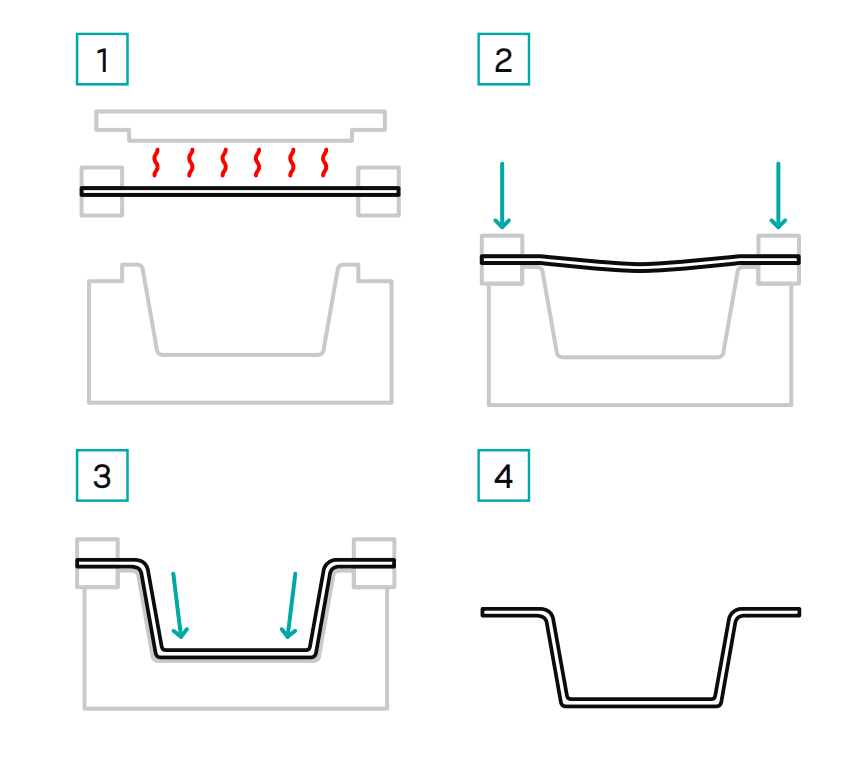
Negative Tool
In negative molding, the semi-finished product is pressed into the concave mold cavity. This can be done using vacuum or additional compressed air. To ensure uniform wall thicknesses, an upper punch made of an insulating material can also be used, which pushes material into thinning areas of the deep-drawn part during molding.
Negative deep-drawing tool
Advantages and Disadvantages of Negative Thermoforming Tools
Advantages of negative deep-drawing tools
Disadvantages of negative deep-drawing tools
Good wall thickness distribution
Increased material costs
Smooth, flawless surface
Increased risk of material cracks and wrinkling
Good demoldability
Top punch usually required
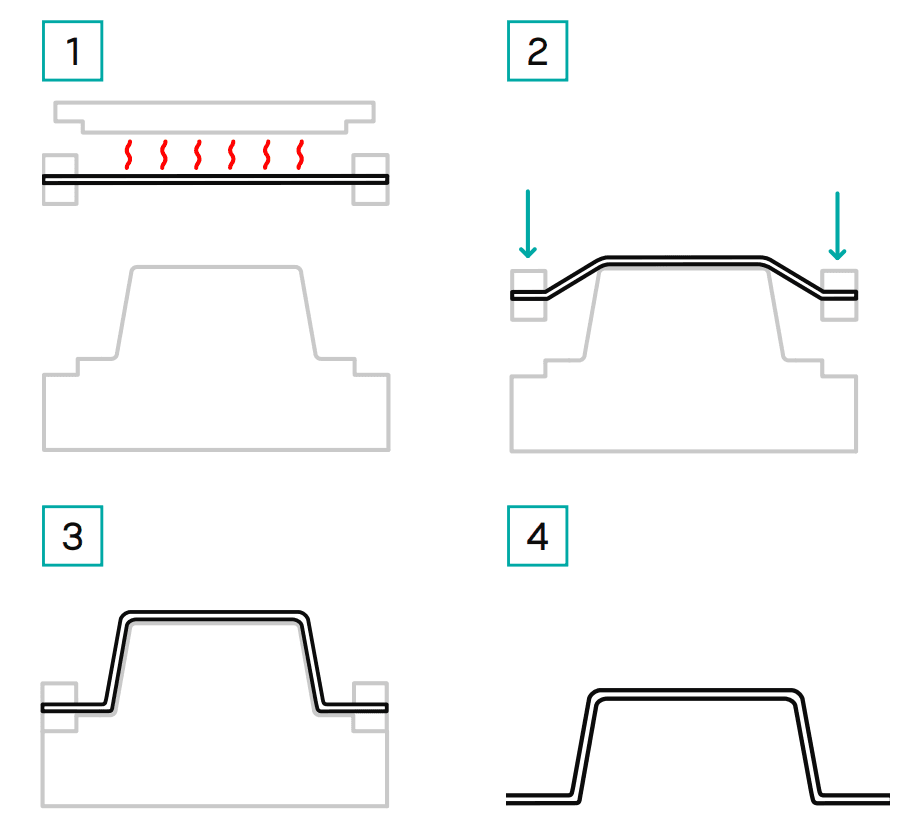
Positive Tool
In positive molding, the semi-finished product is pulled over a convex elevation. To avoid thin spots at the edges, the material is often pre-blown with compressed air from below.
Positive deep-drawing tool
Advantages and Disadvantages of Positive Thermoforming Tools
Advantages of positive deep-drawing tools
Disadvantages of positive deep-drawing tools
Simple and cost-effective production
Lower level of detail
Improved wall thickness distribution compared to negative tools without upper punch
Limited surface quality, the outside of the part may be less smooth, which affects aesthetics
Good surfaces on the outside
Difficult demolding with complex geometries
Manufacturing of Thermoforming Tools
Deep-drawing tools for plastics processing are manufactured in the following steps:
Design
CNC milling
Manual re-milling
More on this in the following sections.
Designing the Thermoforming Tool
The first step in the manufacture of a deep-drawing tool is the design, which is usually done using CAD data that shows the deep-drawing tool sketch. The exact specifications and designs of the tool are developed to ensure that the thermoforming tool meets the requirements.
After design, the deep drawing tool is machined from the selected material using 5-axis CNC milling. CNC milling offers high precision, which is essential for the manufacture of high-quality tools.
Manual Re-milling
CNC milling is often followed by manual reworking to optimize fine details, create very precise vacuum holes, and improve the surface quality. These reworking steps are essential to ensure that the deep-drawing tool meets the high requirements of production.
Deep-drawing tools in plastic thermoforming – a conclusion
Deep-drawing tools are essential for the production of plastic deep-drawn parts. When designing the tool, it is important to consider which additional components are required to meet the requirements of the deep-drawn part in order to meet the quality standards. The optimal deep-drawn part is therefore designed to suit the material, process, and tool.
Would you like to get started with your deep drawing project and have further questions about deep drawing tools? Then read our design guide, which answers all your questions about thermoforming.
Frequently Asked Questions About Thermoforming Tools
Forming is not possible without precise thermoforming tools. Each tool is developed individually for the respective product and designed according to the specific requirements. After production, it is installed in the thermoforming machine. This process is referred to as setup. Only then can production begin.
For high production volumes to reduce cycle times and unit costs. Read more about how to reduce thermoforming costs in our guide on cost reduction in thermoforming.
No. The thermoforming tool is manufactured once and stored by the manufacturer. For repeat orders,
you only pay for:
Unit costs
Material
Setup and machine time
Storage or maintenance costs, if applicable
Tooling costs are only incurred for the initial order. The advantage: The tool can be used for
repeat production over many years, as long as it remains functional.
In short: The cost-effectiveness of thermoforming tools depends heavily on costs, volume and part complexity. In practice, thermoforming tools often pay off from several thousand to tens of thousands of parts, with unit costs decreasing significantly at higher quantities.
Further Resources
Blog
Tool Transfer in Thermoforming: A Guide for Existing Thermoformed Tools
Tool transfer in thermoforming makes it possible to continue using existing tools and to keep producing components without unnecessary costs or delays. In this article, you will learn about the benefits this offers, which information is required, and how formary efficiently supports the entire process.
Blog
Unit Costs and Tooling Costs in Thermoforming: Cost Factors and Scalability
The costs in plastic thermoforming are a crucial factor for the economic efficiency and planning of a project. They depend on various influences along the process chain and change depending on production volume and requirements. This article explains how costs in plastic thermoforming are composed, how they develop with increasing quantities and when the process becomes particularly worthwhile.
Blog
Guide: Top 5 Tips for Cost Reduction in Thermoforming
Costs in plastic thermoforming are primarily determined by design, material selection, and tooling design. Many cost drivers are not immediately apparent and often only become visible late in the development process. This is precisely where unnecessary costs frequently arise, costs that can be avoided with the right measures.
Blog
Rapid Prototyping in Thermoforming – Definition, Benefits & Processes
Rapid prototyping is used in product development to quickly create preliminary models. In thermoforming, rapid prototyping offers numerous advantages for producing high-quality prototypes efficiently and cost-effectively.
Blog
Construction Data in Thermoforming: These Factors Must Be Considered for Plastic Deep Drawn Parts
Deep drawn parts are custom-made and designed individually in a CAD format. Before a deep drawing tool is manufactured, a customer approval process of the CAD data or the derived, dimensioned PDF drawing takes place.
Blog
Design Guidelines for Plastic Thermoformed Parts – Top 13 Tips for Plastic-Optimized Construction
Plastic thermoforming is shaped by factors like material quality, temperature, pressure, speed, and tool geometry. With the right design principles, you can prevent errors in CAD and production. formary has gathered key tips to help you optimize your thermoformed parts.
Blog
Checking CAD Models for Thermoformability: The Designer's Guide
Whether a plastic part is thermoformable is determined in the CAD model. Anyone who discusses geometry, wall thicknesses, and demoldability only after the first sampling pays for this loop with tool modifications, material waste, and lost weeks in the project timeline. This can be avoided during design: with a structured check that evaluates each model along this guide and makes typical sources of error visible early on.